



- 材質
Q235B Q345B
- 產(chǎn)地
日鋼 萊鋼 津西 包鋼 河北
- 規(guī)格
齊全
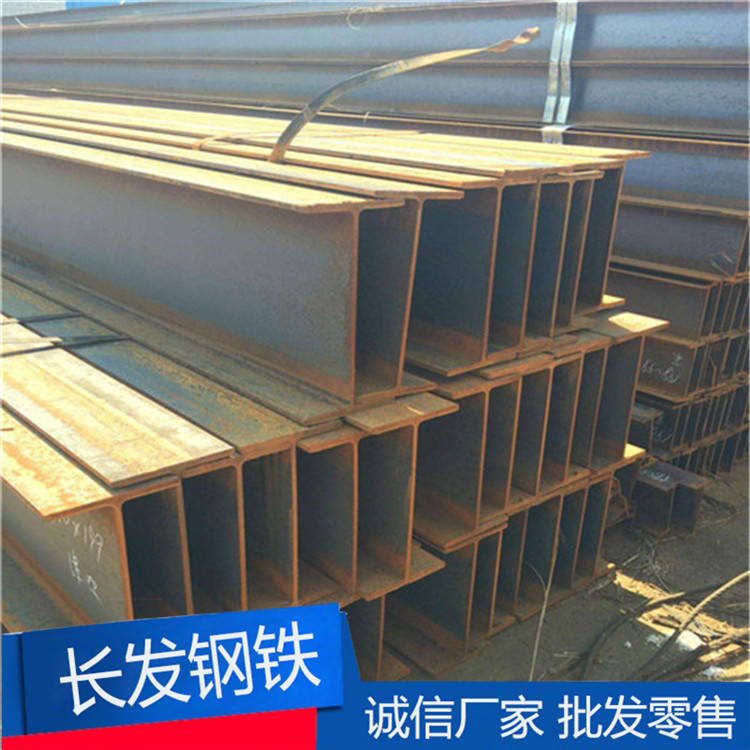
- 類型
H型鋼 鍍鋅H型鋼
- 品牌
山東長發(fā)鋼鐵
5分鐘前更新:本站為您提供最新包頭市16鍍鋅工字鋼直銷價格newsArKBUn信息,了解更多包頭市16鍍鋅工字鋼直銷價格信息,請點擊查看.主要分為等邊角鋼和不等邊角鋼兩類,其中不等邊角鋼又可分為不等邊等厚及不等邊不等厚兩種。角鋼的規(guī)格用邊...




主要分為等邊角鋼和不等邊角鋼兩類,其中不等邊角鋼又可分為不等邊等厚及不等邊不等厚兩種。
角鋼的規(guī)格用邊長和邊厚的尺寸表示。目前國產(chǎn)角鋼規(guī)格為2—20號,以邊長的厘米數(shù)為號數(shù),同一號角鋼常有2—7種不同的邊厚。進口角鋼標明兩邊的實際尺寸及邊厚并注明相關標準。一般邊長12.5cm以上的為大型角鋼,12.5cm—5cm之間的為中型角鋼,邊長5cm以下的為小型角鋼。

工字鋼還可以采用特殊軋法。
(1)直軋孔型系統(tǒng)。直軋孔型系統(tǒng)是指工字鋼孔型的兩個開口腿同時處于軋輥軸線的同一側,腰與軋輥軸線平行的孔型系統(tǒng)。
其優(yōu)點是軋輥軸向力小,軸向竄動小,不需工作斜面,孔型占用輥身長度小,在輥身長度一定的條件下可多配孔型。
(2)斜軋孔型系統(tǒng)。這種孔型系統(tǒng)是指工字鋼孔型的兩個開口腿不同時處于腰部的同一側,腰與水平軸線有一夾角。
(3)混合孔型系統(tǒng)。根據(jù)軋機和產(chǎn)品的特點,為充分發(fā)揮各自系統(tǒng)的優(yōu)點,克服缺點,往往采用混合孔型系統(tǒng),即兩種以上系統(tǒng)的組合。如成品孔和成品前孔采用直腿斜軋孔型系統(tǒng),其他孔型采用彎腿斜軋系統(tǒng);或者粗軋孔采用直軋系統(tǒng),后3~4個精軋孔采用直腿斜扎孔等。
(4)特殊軋法。由于某種原因采用通常的軋制方法難以軋出要求的工字鋼時,可采用特殊軋法,充分利用不均勻變形和孔型設計的技巧。例如,當鋼坯斷面較窄而要求軋制較寬的工字鋼時,可采用波浪式軋法;又如當坯料較寬而要求軋制較小號工字鋼時,可采用負寬展軋制等
編

該機組的設計能力為20萬t/a,但產(chǎn)量達到了60萬t/a,冷床區(qū)生產(chǎn)能力不足的問題很突出,與生產(chǎn)角鋼相比,槽鋼的冷卻速度較慢,從而造成剪切時槽鋼溫度較高,極易出現(xiàn)塌肩、毛刺、撕裂等缺陷,并且對剪刃壽命的影響較大。槽鋼剪刃設計的基本依據(jù)是槽鋼成品孔型形狀,如圖1所示(以100#槽鋼為例)。這種設計在剪切過程中易出現(xiàn)以下問題:一是槽鋼兩肩部與其他部分相比,相對較厚,所需剪切力也較大,剪刃磨損較快,剪刃使用一段時間后。這一部分相對磨損量大,致使肩部間隙較大,易出現(xiàn)塌肩現(xiàn)象;二是槽鋼兩腿與腰部處相比,由于剪切角度的影響,當剪刃磨損后,在剪切兩腿時,剪切量變小,腿部剪切由通常的剪斷變成了撕斷,槽鋼腿端面極易出現(xiàn)毛刺;三是上、下剪刃腿部斜度與槽鋼成品孔型基本一致,這樣在剪切時腿部基本同時受力,剪切力較大,剪刃磨損較快,一方面腿端剪切壓痕嚴重,另一方面剪刃老化后,極易出現(xiàn)槽鋼剪切部分撕裂、毛刺較多的現(xiàn)象。后兩點是影響槽鋼剪切質量的主要原因
①槽鋼用國際化學元素符號和本國的符號來表示化學成份,用阿拉伯字母來表示成份含量:
如:中國、俄國 12CrNi3A
②用固數(shù)數(shù)字來表示鋼類系列或數(shù)字;如:美國、日本、300系、400系、200系;
③用拉丁字母和順序組成序號,只表示用途。

