


- 材質
6061,7075,LY12,6063,5083,5754,021鋁管,7A05鋁管,7475鋁方管,8011鋁方管管,8014無縫鋁管,8050鋁方管,3003鋁管,3A21鋁管,6A02鋁管,6082鋁方管,6005鋁管,2011鋁管,2017鋁管,2024鋁管,LY12鋁管,2A12鋁管,4045鋁管,4047鋁管,4043鋁管,4004鋁管,4032鋁
- 產地
齊全
- 規格
齊全
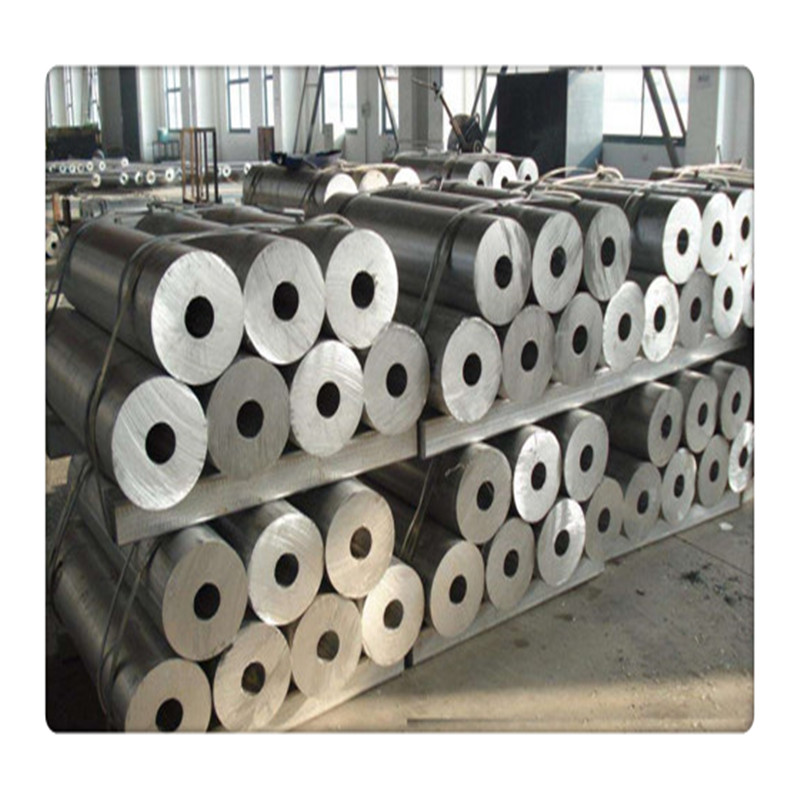
- 類型
圓管,方管,無縫圓管,矩管
- 品牌
齊全
- 型號
齊全
- 可定制
是


焊管的冷卻方法是生產過程中比較重要的環節,操作是否正規,直接影響到成品的質量,一定不要忽視細小的操作步驟。鋼管廠每噸鋼材的燃料消耗取決于坯料的加熱時間、加熱制度、加爐的結構和產量、坯料的鋼種、斷面的尺寸以及坯料人爐時的溫等因素。對型鋼車間常用的連續式加熱爐而言,爐子的產量愈相對的燃料消耗愈少;反之,燃料消耗愈多。因此,螺旋鋼管廠提高軋機作率、提高力熱爐生產率是減少單位燃料消耗的重要途徑。另外,坯料斷面越加熱時間越短,爐子的各種熱損失愈少,燃料消耗也就愈少。型鋼車間的電能消耗主要用于驅動軋機的主電機和車間內各韋替助設備的電機生產用電以及照明用電。顯而易見,照明用電只胃電總量的很少部分。型鋼車間生產用水主要用于加熱爐冷卻、軋鋼機軋 冷卻、沖刷氧化鐵皮、熱剪或熱鋸的冷卻以及軋后控制冷卻。
規格和屈服強度的鋁合金片可由連續澆鑄之后的軋制。在的連鑄中,從鑄造中的金屬經過熱軋和溫制,然后盤繞(在溫度大約300攝氏度)接著被送往另一軋機,在不超過160攝氏度的溫度進行后的冷軋。為了精煉,在這里所要提到的一點是通常所指的熱軋是在溫度高于合金的再結晶溫度時實施的。
以便合金在軋輥型縫之間或在以后的線圈中自己退火再結晶。所述的冷軋通常意味著具有大量加工硬化率的工作軋輥以便在軋制期間或之后的合金既沒有重結晶也不會發生回復。中溫軋制在二者之間執行,以便沒有重結晶作用但是屈服強度由于恢復而大幅度。
對于鋁合金,熱軋溫度超過350攝氏度,冷軋溫度小于150攝氏度,中溫軋制在150和350攝氏度之間實施。不幸地是,上述的常規的中間卷繞是笨重和昂貴的,儲運需要一產品,其具有一個的微晶結構,以生產預期的屈服強度。
在美國 5,514,228中,在1996年5月7日公開一個同軸的連鑄,其中板片沒有經過中間圈繞而軋成后所需的規格。不過,在終的軋制之前還需要進一步的固溶處理,以便在后的卷繞之前板片進行連續地完全被退火。

多色調的表面處理以前的顏色的鋁板已經是不能一些設計師的需求了,為了使鋁板更好配合使用,就出現了各種顏色的處理,使鋁板的顏色變的更加的完善,重要的一點就是都是需要經過拋光氧化之后的處理,效果才是佳的。
保溫鋁卷冷卻時會出現彎曲現象,原因為:一般風冷的條件下,鋁卷的各個部位與空氣的換熱系數均持平,但因為壁厚或形狀不一樣,各部位的散熱速度不均衡,造成厚壁部或空心管的散熱速度比薄壁部慢,終造成保溫鋁卷冷卻時會出現向空心部位或壁厚較厚的部位曲折的現象。
保溫鋁卷彎曲原因及如下:保溫鋁卷薄壁部分溫度下降快,先產生收縮力,厚壁部分或空心管部分溫度下降慢,幾乎沒有收縮力;薄壁部分截面積較小,產生的收縮力較小,或被牽引機牽引力;保溫鋁卷離開牽。
現在很多的地方都會用到鋁卷,一些不太正規的保溫鋁卷廠家在運送產品的時候,可能會因為天氣、交通等外在原因鋁卷上有些污漬,用戶在使用保溫鋁卷的時候應該如何清理這些污漬呢相關操作人員先用大量清水進行板材的表面沖洗,將表層的污垢、灰塵等清洗干凈。

黃銅管作為制冷工程管材設備前的清潔:1、制冷銅管道在設備前有必要進行除銹、清潔和單調,管內要清潔且不能有水分。2、對于銅管和灌砂煤制的彎管,運用吹洗的方法將管腔清潔潔凈。3、吸氣管設備在排氣管下面(同架敷設),平行管道之間凈距為200~25Omm。壓縮機的吸氣管和排氣管的配管,規范要準確。管道支架要健壯,以承受壓縮機工作時的振動;制冷管道穿過墻面、樓板,應裝套管,套管與管道的空地用不燃柔性材料填塞。4、為避免發生"冷橋"現象,減少冷量丟掉,有保冷層的低溫管段,在支架、吊架處應墊襯經防腐處理、厚度與保冷層持平的木塊,銅管管道穿過套管時,保冷層也不應間斷,故應選用較大直徑的套管。黃銅管作為制冷工程管材的設備:1、制冷管道一般沿墻、柱架空敷設,需要選用地下敷設時,一般為不通行地溝,并設活動蓋板。2、液體管道,不得有有些向上的凸出有些,避免構成"氣囊";氣體管道不得有有些向下的洼陷有些,避免構成"液囊"。3、從液體干管引出支管時,應從干管底部或周圍面接出;從氣體干管引出支管時,應從干管頂部或周圍面接出。

