



- 材質
6061,7075,LY12,6063,5083,5754,021鋁管,7A05鋁管,7475鋁方管,8011鋁方管管,8014無縫鋁管,8050鋁方管,3003鋁管,3A21鋁管,6A02鋁管,6082鋁方管,6005鋁管,2011鋁管,2017鋁管,2024鋁管,LY12鋁管,2A12鋁管,4045鋁管,4047鋁管,4043鋁管,4004鋁管,4032鋁
- 產地
齊全
- 規格
齊全
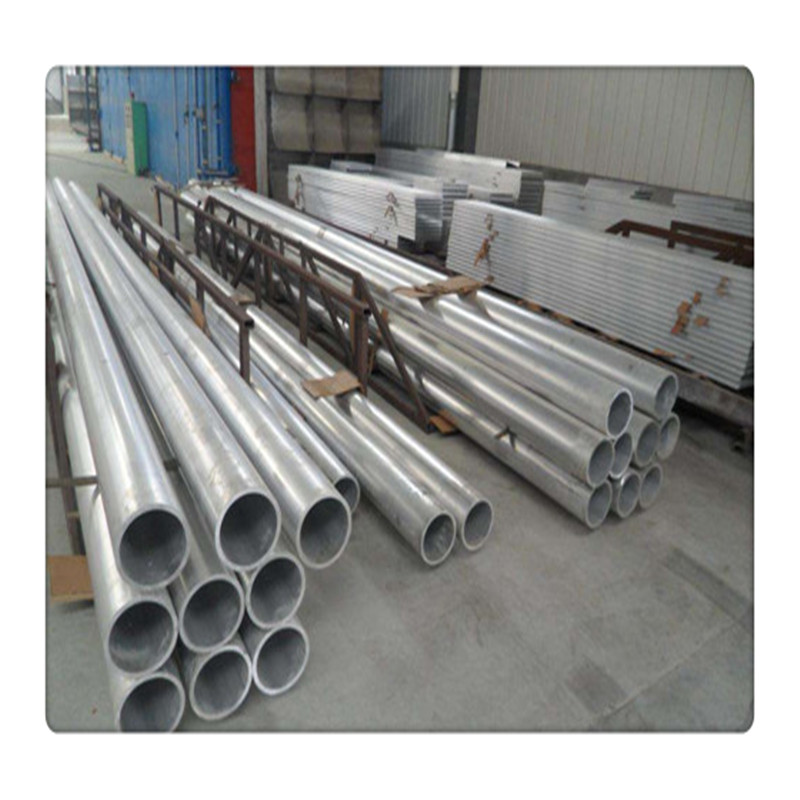
- 類型
圓管,方管,無縫圓管,矩管
- 品牌
齊全
- 型號
齊全
- 可定制
是




鋁板電解電容的容體比較大,串聯電阻較大,感抗較大,對溫度。它適用于溫度變化不大、工作不高(不高于25kHz)的,可用于低頻濾波(在高得時候電解電容的并聯濾波效果較低頻差)。鋁板電解電容具有極性,安裝時必須保證正確的極性,否則有的危險。
與鋁板電解電容相比,鉭電解電容在串聯電阻、感抗、對溫度的性等方面都有明顯的優勢。但是,它的工作電壓較低。鋁板電解電容器的額定電壓的3倍作為電容器的浪涌電壓,工作電壓高于160V時,是額定工作電壓+50V作為浪涌電壓,這是生產廠家保證的電壓,可以允許在短時間內承受此電壓。
電容器處于浪涌電壓時,電流會很大,通常是正常情況的10~15倍,如果時間太長,會爆開。所以一般選用鋁板電容器應該把電壓選得稍高些,實際工作電壓為標稱電壓的70~80%為宜。鋁板電解電容器適用指南如下:電解電容在濾波電路中根據具體情況取電壓值為噪聲峰值的2--5倍,并不根據濾波電路的額定值;電解電容的正下面不得有焊盤和過孔。
電解電容不得和周邊的元件直接。鋁板電解電容分正負極,不得加反向電壓和交流電壓,對可能出現反向電壓的地方應使用無極性電容。對需要快速充放電的地方,不應使用鋁板電解電容器,應選擇特別設計的具有較長壽命的電容器。

也屬于系列,是鋁鎂鋅銅合金,可熱處理合金,屬于超硬鋁合金,有良好的耐磨性.7075鋁板是經應力的,加工后不會變形、翹曲.所有超大超厚的7075鋁板全部經超聲波探測,可以保證無砂眼、雜質.7075鋁板的熱導性高,可以縮短成型時間,工作效率。
可以用于低壓和飛機接頭上。7系列鋁板材7系列鋁板材:代表7075。主要含有鋅元素。主要特點是硬度大7075是高硬度、度的鋁合金,常用于制造飛機。8系列鋁板材8系列鋁板材:較為常用的為8011鋁板材,屬于其他系列。
是以做瓶蓋為主要功用的鋁板,也應用在散熱器方面,大部分應用為鋁箔。在營業中是不太常用系列。根據加工工藝不同又可分為冷軋和熱軋。根據厚度不同可以分為薄板和中厚板。GB/T3880-2006中規定厚度0.2毫米以下的稱為鋁箔。
比較常用的牌 :純鋁板1060板、帶材。箔材。厚板,拉伸管。管。型。棒。冷加工棒材主要用于要求耐蝕性與成形性比較高的,但對強度要求不高的零部件,如化工設備、船舶設備、鐵道油罐車、導電體材料、儀器儀表材料、焊條等。

雖然對于槽體加熱管材料的選擇不是工藝設計的內容,如果不予提醒,可能會造成設備設計人員的疏忽。對于硫酸、鹽酸酸洗時,其槽體材料只能選用玻璃鋼、花崗巖、塑料,加熱管只能選用鉛銻合金管、陶瓷管,而不能選用不銹鋼材料。如果是采用磷酸酸洗,其槽體及加熱管材料均可選用不銹鋼材料,當然玻璃鋼、塑料、花崗巖均可。對于易形成死角存水的方矩管,必須選擇適當的位置鉆好工藝孔,保證水能在較短的時間內充分流盡。否則會造成串槽或者要在空中長時間瀝干,產生二次生銹,影響磷化效果。
有時方矩管坯會出現分層問題,從而導致探傷不合。要預防這一缺陷,我們可以優化方矩管板坯的緩冷工藝,主要針對堆垛溫度和堆垛持續時間。軋制鋼板厚度不大于80mm鋼板熱矯直后,在冷床停留時間不得超過5min。厚度大于80mm鋼板可適當延長至10min,確保鋼板成垛前溫度控制在500℃以上。鋼板厚度不大于50mm鋼板緩冷時間在12h;厚度大于50mm的鋼板緩冷時間24h,嚴禁提前拆垛精整。
在不銹鋼無縫管制造廠里有多種原因會使無縫管帶上磁性,不銹鋼無縫管剩磁產生的原因主要有:工藝磁性和感應磁性。感應磁性常產生在工廠制管環節:如,金屬熔煉常采用電磁起重機進行裝卸,不銹無縫管在強磁場中停置,用磁化法完成無損檢查(用無縫管磁異常現象進行無損檢測檢測前,先對無縫管磁化),無縫管接近強力供電線放聳等等。其中,磁化法無損檢查主要指的是渦流探傷,渦流探傷設備操作簡單,易于掌握,如果使用得當,能夠檢測出無縫管中人部分缺陷。是目測,超聲波,水壓試驗等幾種無縫管探傷試驗中不可缺少的一種無損檢測手段。工藝磁性常產生在進行裝配焊接作業及采用磁性夾持器、夾具與用立流電焊接管道時,如:長時問接觸與直流電源相連的導線,導線裸露段或者電焊鉗與管子的短路等。焊接帶磁性不銹鋼無縫管時,經常會看到電弧燃燒不穩定、甚至電弧引燃困難、在磁場中電弧的偏離、液體金屬和渣熔融體從焊接溶池中濺出。為了穩定焊接過程,改善焊接接頭質量,在焊接前必須對被磁化了的無縫管進行消磁。被焊接的無縫管要達到完整消磁是困難的,所以當剩磁不足以影響焊接質量時,便允許進行焊接。

