



- 材質(zhì)
6061,7075,LY12,6063,5083,5754,021鋁管,7A05鋁管,7475鋁方管,8011鋁方管管,8014無縫鋁管,8050鋁方管,3003鋁管,3A21鋁管,6A02鋁管,6082鋁方管,6005鋁管,2011鋁管,2017鋁管,2024鋁管,LY12鋁管,2A12鋁管,4045鋁管,4047鋁管,4043鋁管,4004鋁管,4032鋁
- 產(chǎn)地
齊全
- 規(guī)格
齊全
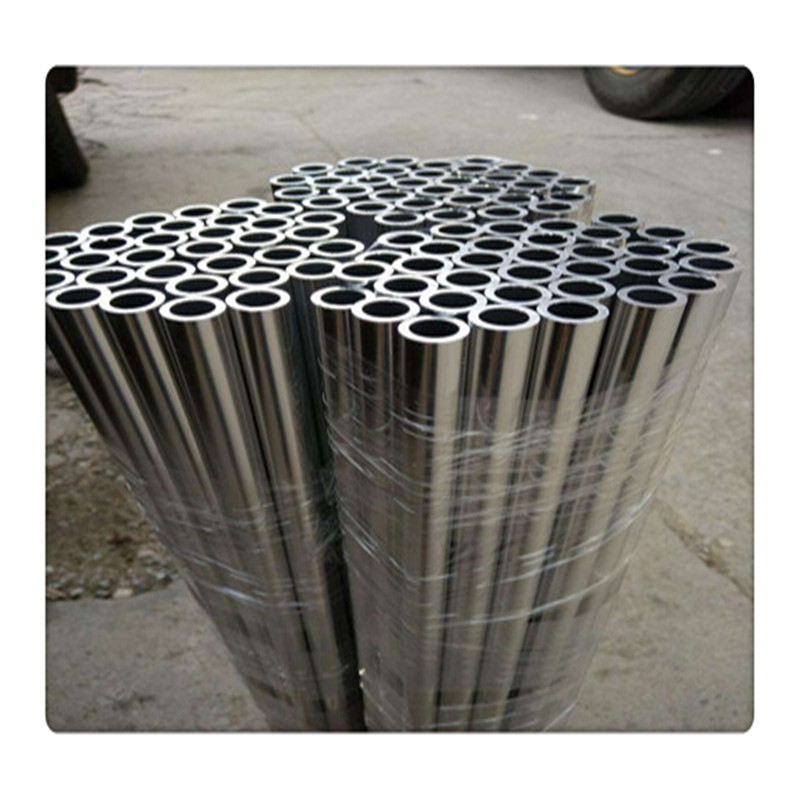
- 類型
圓管,方管,無縫圓管,矩管
- 品牌
齊全
- 型號(hào)
齊全
- 可定制
是
 量大優(yōu)惠 工程制造安裝 廠家")
 量大優(yōu)惠 工程制造安裝 廠家")
選購市面上符合的清潔劑,用一些清水進(jìn)行稀釋,然后結(jié)合干凈的布料,輕輕的擦試板面,將鋁卷一些比較頑固的污漬進(jìn)行。保溫鋁卷廠家建議這時(shí)再次使用大量的清水對(duì)鋁卷進(jìn)行沖洗,可以將臟物沖走。仔細(xì)檢查鋁卷,看是否有存在沒有清潔到的地方。
對(duì)于沒有洗干凈的部位,可以結(jié)合稀釋之后的洗滌劑進(jìn)行重點(diǎn)處理。這時(shí)再次利用大量清水進(jìn)行沖洗,直到所有洗滌劑全部沖掉即可。其實(shí)鋁卷上面存在污漬也不一定是保溫鋁卷廠家運(yùn)送,也有可能是用戶的存儲(chǔ)不當(dāng)?shù)模晕覀円惨獙W(xué)會(huì)保溫鋁卷正確的存儲(chǔ)。
6系鋁板為鋁鎂硅合金,代表牌 有6066066082,是以鎂和硅為主要合金元素的鋁合金,可進(jìn)行熱處理強(qiáng)化(TT6),中等強(qiáng)度,耐蝕性高,焊接性能良好,成型性和工藝性良好。目前工業(yè)生產(chǎn)中用量較大的是6061和6063牌 ,這兩種牌 的鋁板之間有什么區(qū)別呢。
6063鋁板主要合金元素為鎂及硅,主要是以板材和型材形式交貨,6063一般做鋁型材較多,具有加工性能,優(yōu)良的可焊性,擠出性及電鍍性,良好的抗腐蝕性,韌性,易于拋光,上包膜,陽極氧化效果優(yōu)良,是典型的擠出合金。
 量大優(yōu)惠 工程制造安裝 廠家")
如何從方矩管道中去除石油呢?今天我們將介紹一下常用的脫油方法。堿清洗:一種基于堿化學(xué)作用的清洗方法因其使用簡(jiǎn)單、價(jià)格低廉、易于獲得原料而得到廣泛應(yīng)用。由于堿洗工藝依賴于皂化、乳化等功能,不能使用單一的堿來達(dá)到上述性能。通常使用多種成分,有時(shí)添加表面活性劑等添加劑。皂化程度由堿度決定,高堿度可降低油與溶液的表面張力,使油易于乳化。另外,經(jīng)過堿洗后,可以去除殘留方矩管表面的清洗劑。表面活性劑清洗:表面活性劑具有表面張力低、潤(rùn)濕性好、乳化性好等優(yōu)點(diǎn),是一種廣泛應(yīng)用的脫油方法。通過表面活性劑的乳化作用,在油水界面上形成一定強(qiáng)度的界面膜,改變界面狀態(tài),使油顆粒分散在水溶液中,形成乳液。或通過表面活性劑的溶解,使不溶于水的油垢在不銹鋼方管中溶解于表面活性劑膠束中,從而將油垢轉(zhuǎn)移到水溶液中。
磷脫氧銅管的工藝優(yōu)勢(shì):熔煉與鑄造工藝優(yōu)勢(shì):運(yùn)用工頻有芯感應(yīng)電爐熔煉。高溫下純銅吸氣性強(qiáng),熔煉時(shí)應(yīng)盡量減少氣體來源,并運(yùn)用經(jīng)煅燒過的木炭作熔劑,也可用磷做脫氧劑,澆鑄過程在氮?dú)饩S護(hù)或掩蓋煙灰下停止,鑄造溫度為1150-1180℃。成形性能優(yōu)勢(shì):有優(yōu)秀的冷、熱加工性能,能夠停止精沖、拉伸、墩鉚、擠壓、深沖、彎曲和旋壓等。熱加工溫度為800-900℃。焊接性能優(yōu)勢(shì):易于熔釬焊、氣體維護(hù)焊但不宜停止電阻對(duì)縫焊。可切削性(HPb63-3的切削性為100%)/%:20
磷脫氧銅管的工藝優(yōu)勢(shì):熔煉與鑄造工藝優(yōu)勢(shì):運(yùn)用公頻有芯感應(yīng)電爐熔煉,原料選用Wcu>99.97%及Wzn成形性能優(yōu)勢(shì):有極好的冷、熱加工性能,能用各種傳統(tǒng)的加工工藝加工,如拉伸、壓延、擠壓、彎曲、沖壓、剪切、鐓煅、旋煅、滾花、纏繞、旋壓、螺紋軋制等。可鍛性幾好,為鍛造黃銅的65%,熱加工溫度為800-900℃。焊接性能優(yōu)勢(shì):易于熔焊、釬焊、氣體維護(hù)焊但不宜停止金屬弧焊和大多數(shù)電阻焊,可切削性(HPb63-3的切削性為100%)/%:20
在不銹鋼無縫管制造廠里有多種原因會(huì)使無縫管帶上磁性,不銹鋼無縫管剩磁產(chǎn)生的原因主要有:工藝磁性和感應(yīng)磁性。感應(yīng)磁性常產(chǎn)生在工廠制管環(huán)節(jié):如,金屬熔煉常采用電磁起重機(jī)進(jìn)行裝卸,不銹無縫管在強(qiáng)磁場(chǎng)中停置,用磁化法完成無損檢查(用無縫管磁異常現(xiàn)象進(jìn)行無損檢測(cè)檢測(cè)前,先對(duì)無縫管磁化),無縫管接近強(qiáng)力供電線放聳等等。其中,磁化法無損檢查主要指的是渦流探傷,渦流探傷設(shè)備操作簡(jiǎn)單,易于掌握,如果使用得當(dāng),能夠檢測(cè)出無縫管中人部分缺陷。是目測(cè),超聲波,水壓試驗(yàn)等幾種無縫管探傷試驗(yàn)中不可缺少的一種無損檢測(cè)手段。工藝磁性常產(chǎn)生在進(jìn)行裝配焊接作業(yè)及采用磁性夾持器、夾具與用立流電焊接管道時(shí),如:長(zhǎng)時(shí)問接觸與直流電源相連的導(dǎo)線,導(dǎo)線裸露段或者電焊鉗與管子的短路等。焊接帶磁性不銹鋼無縫管時(shí),經(jīng)常會(huì)看到電弧燃燒不穩(wěn)定、甚至電弧引燃困難、在磁場(chǎng)中電弧的偏離、液體金屬和渣熔融體從焊接溶池中濺出。為了穩(wěn)定焊接過程,改善焊接接頭質(zhì)量,在焊接前必須對(duì)被磁化了的無縫管進(jìn)行消磁。被焊接的無縫管要達(dá)到完整消磁是困難的,所以當(dāng)剩磁不足以影響焊接質(zhì)量時(shí),便允許進(jìn)行焊接。
 量大優(yōu)惠 工程制造安裝 廠家")
