

- 材質
6061,7075,LY12,6063,5083,5754,021鋁管,7A05鋁管,7475鋁方管,8011鋁方管管,8014無縫鋁管,8050鋁方管,3003鋁管,3A21鋁管,6A02鋁管,6082鋁方管,6005鋁管,2011鋁管,2017鋁管,2024鋁管,LY12鋁管,2A12鋁管,4045鋁管,4047鋁管,4043鋁管,4004鋁管,4032鋁
- 產地
齊全
- 規格
齊全
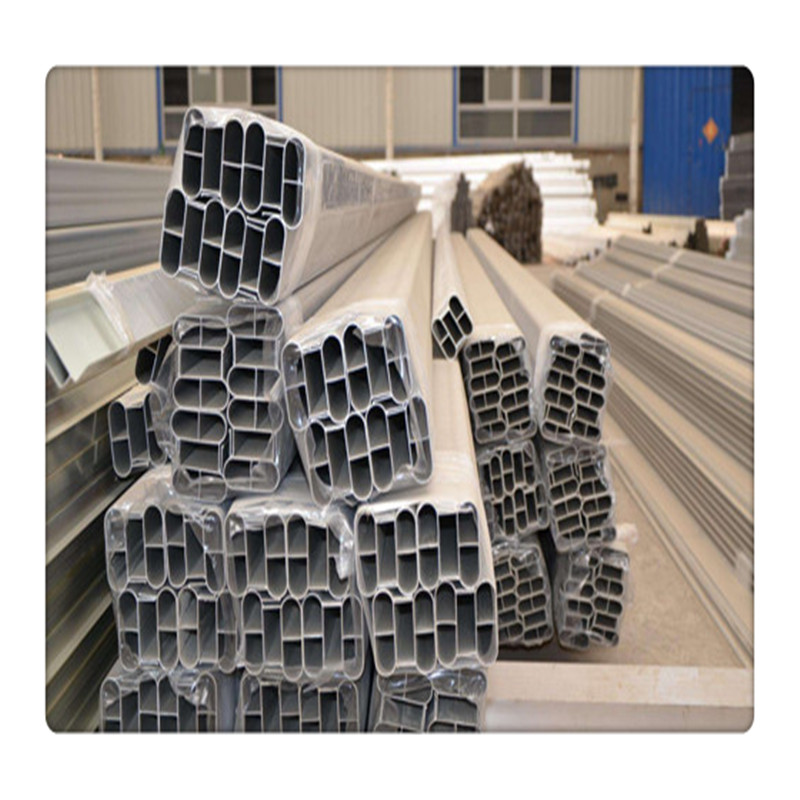
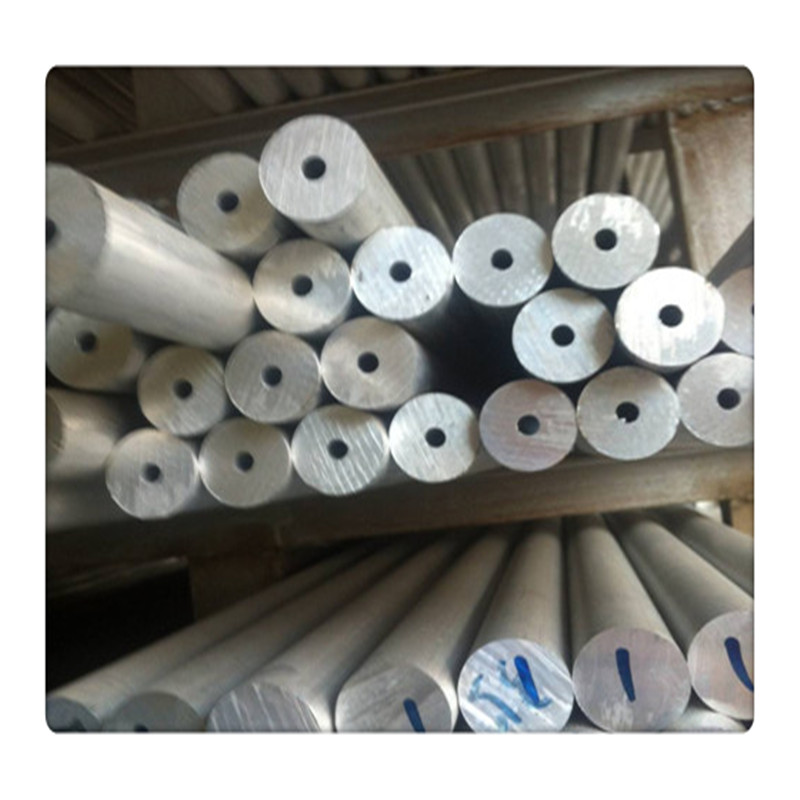
- 類型
圓管,方管,無縫圓管,矩管
- 品牌
齊全
- 型號
齊全
- 可定制
是



無縫管內外表面不得有裂縫、折疊、龜裂、裂紋、軋折、離層和結疤缺陷存在,這些缺陷應完全清除掉(供機械加工用管除外),清除后不得使壁厚和外徑超過負偏差。凡不超過允許負偏差的其他輕微表面缺陷可不清除。直道允許深度。熱軋、熱擠壓無縫管、直徑小于和等于140mm的不大于公稱壁厚的5%, 深度不大于0.5mm;冷拔(軋)無縫管不大于公稱壁厚的4%, 深度不大于0.3mm。
熱軋(擠壓不銹鋼無縫管):圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記→入庫。軋制不銹鋼不銹鋼不銹鋼不銹鋼無縫管的原料是圓管坯,圓管胚要經過切割機的切割加工成長度約為1米的坯料,并經傳送帶送到熔爐內加熱。鋼坯被送入熔爐內加熱,溫度大約為1200攝氏度。燃料為氫氣或乙炔。爐內溫度控制是關鍵性的問題.圓管坯出爐后要經過壓力穿孔機進行穿空。一般較常見的穿孔機是錐形輥穿孔機,這種穿孔機生產效率高,產品質量好,穿孔擴徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機通過錐形鉆頭高速旋轉入鋼胚打孔,形成無縫管。無縫管內徑由定徑機鉆頭的外徑長度來確定。無縫管經定徑后,進入冷卻塔中,通過噴水冷卻,無縫管經冷卻后,就要被矯直。

有時候由于一些因素的影響,會造成鋁卷形成缺陷,這是什么原因造成的呢常見的5類形成缺陷的原因如下:原材料涂裝中能影響涂裝的因素是涂料和鋁卷,因為涂料的批次之間存在色差,涂料細度不夠而涂覆率不。
輥涂在鋁卷的生產制造中是一道非常關鍵的工序,涂裝的好壞與否,將會影。影響產品的裝飾效果。因此,對于原材料的選購,我們需相當謹慎嚴格。涂裝工藝涂裝工藝流程要嚴格規范,一旦某一環節出現差錯,則會造成鋁卷的缺陷。
因此,要對涂裝輥、提漆輥、計量輥和基材相對線速比率控制在一定的范圍內。要根據不同的體系和涂裝產品的膜厚,對涂料設定一定的粘度范圍,保證涂裝順利進行,促進產品的。涂料的固化工藝,烘箱控制必須按要求控制,不得任意變動,否則將嚴重影響涂裝。
涂裝設備涂裝設備要求運轉平穩,不能有橫、縱向抖動,涂裝輥要求研磨細膩。涂裝機所有輥子橫向跳動,必須控制在允許范圍內,否則將嚴重影響涂層表面。因素要保持涂裝室內部清潔干凈,做到防塵、防蟲和一定的通風性能,保證涂裝表面不受污染。

焊管的冷卻方法是生產過程中比較重要的環節,操作是否正規,直接影響到成品的質量,一定不要忽視細小的操作步驟。鋼管廠每噸鋼材的燃料消耗取決于坯料的加熱時間、加熱制度、加爐的結構和產量、坯料的鋼種、斷面的尺寸以及坯料人爐時的溫等因素。對型鋼車間常用的連續式加熱爐而言,爐子的產量愈相對的燃料消耗愈少;反之,燃料消耗愈多。因此,螺旋鋼管廠提高軋機作率、提高力熱爐生產率是減少單位燃料消耗的重要途徑。另外,坯料斷面越加熱時間越短,爐子的各種熱損失愈少,燃料消耗也就愈少。型鋼車間的電能消耗主要用于驅動軋機的主電機和車間內各韋替助設備的電機生產用電以及照明用電。顯而易見,照明用電只胃電總量的很少部分。型鋼車間生產用水主要用于加熱爐冷卻、軋鋼機軋 冷卻、沖刷氧化鐵皮、熱剪或熱鋸的冷卻以及軋后控制冷卻。
俗話說“貨比三家”,大家在購買管材的時候會經過很多的對比,對比價格、質量、抗壓性、防腐性。經過對比大家就會發現,雖然不銹鋼無縫管的價格比普通的無縫管雖高,可是他的質量卻比普通的無縫管要好許多。因為不銹鋼無縫管采用的是熱軋冷拔的生產工藝,這樣一來不銹鋼無縫管無論是在韌性、抗壓程度、抗扭曲強度都是羅勝一籌。而且不銹鋼無縫管還要經過酸洗、鈍化表面處理,讓無縫管表面形成一層保護膜, 然后酸洗過后再用電解方法進行一次補充讓不銹鋼無縫管得到更進一步的保護。所以不銹鋼無縫管更能承受的住腐蝕性和抗氧化性。還有我們不銹鋼無縫管是將熔融狀態的鋼水通過環形狹縫積壓出來后再經拉伸處理工藝成型,在這種工藝下就不銹鋼無縫管就沒有縫隙,更能承受更大的壓力。這樣算下來,我們的不銹鋼無縫管價格雖高,可勝在質量更強,更精。更是因為使用的年限更久,大大減低了更換頻率,從而節約了大量的人力。所以這樣看來,使用不銹鋼無縫管更能為大家節省成本。
