


- 材質(zhì)
6061,7075,LY12,6063,5083,5754,021鋁管,7A05鋁管,7475鋁方管,8011鋁方管管,8014無(wú)縫鋁管,8050鋁方管,3003鋁管,3A21鋁管,6A02鋁管,6082鋁方管,6005鋁管,2011鋁管,2017鋁管,2024鋁管,LY12鋁管,2A12鋁管,4045鋁管,4047鋁管,4043鋁管,4004鋁管,4032鋁
- 產(chǎn)地
齊全
- 規(guī)格
齊全
- 類型
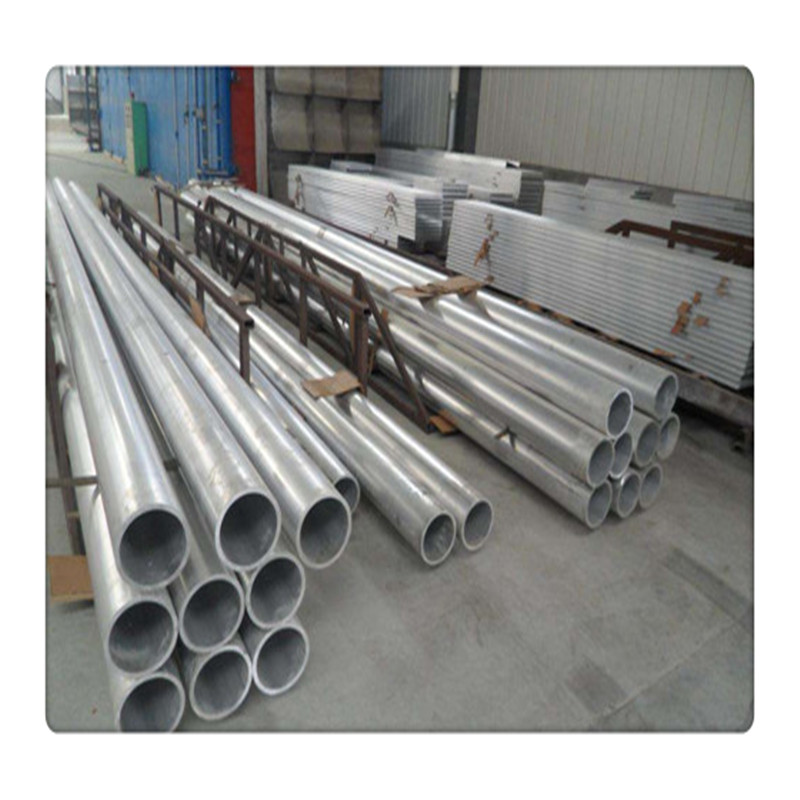
圓管,方管,無(wú)縫圓管,矩管
- 品牌
齊全
- 型號(hào)
齊全
- 可定制
是
品現(xiàn)貨按需定制 經(jīng)久耐用")
品現(xiàn)貨按需定制 經(jīng)久耐用")
品現(xiàn)貨按需定制 經(jīng)久耐用")
品現(xiàn)貨按需定制 經(jīng)久耐用")
品現(xiàn)貨按需定制 經(jīng)久耐用")
焊縫的內(nèi)部缺陷未焊透是指工件與焊縫金屬或焊縫層間局部未熔合的一種缺陷。未焊透減弱了焊縫工作截面,造成嚴(yán)重的應(yīng)力集中,大大降低接頭強(qiáng)度,它往往成為焊縫開裂的根源。氣孔焊縫金屬在高溫時(shí),吸收了過多的氣體(如H2)或由于溶池內(nèi)部冶金反應(yīng)產(chǎn)生的氣體(如CO),在溶池冷卻凝固時(shí)來不及排出,而在焊縫內(nèi)部或表面形成孔穴,即為氣孔。氣孔的存在減少了焊縫有效工作截面,降低接頭的機(jī)械強(qiáng)度。若有穿透性或連續(xù)性氣孔存在,會(huì)嚴(yán)重影響焊件的密封性。螺旋鋼管廠裂紋焊接過程中或焊接以后,在焊接接頭區(qū)域內(nèi)所出現(xiàn)的金屬局部破裂叫裂紋。裂紋可能產(chǎn)生在焊縫上,也可能產(chǎn)生在焊縫兩側(cè)的熱影響區(qū)。有時(shí)產(chǎn)生在金屬表面,有時(shí)產(chǎn)生在金屬內(nèi)部。我們公司對(duì)于這方面的認(rèn)識(shí)是否也幫助到大家,如果還有疑問,可以打咨詢,我們會(huì)盡量解答您的疑惑。品現(xiàn)貨按需定制 經(jīng)久耐用")
鋁板料.潘竹寬可做到600mm的排材也比較多)。 鋁棒,直徑:3-500mm鋁管,厚度:2-500mm下為:鋁管、鋁板、鋁棒潘竹理論計(jì)算公式。(注:與實(shí)際重量有誤差,尺寸單位為mm)鋁板重量(公斤)=0.0000028×厚×寬×長(zhǎng)度鋁管重量(公斤)=0.00879×壁厚×(外徑-壁厚)×長(zhǎng)度鋁棒重量計(jì)算公式(公斤)=直徑×直徑×長(zhǎng)度×0.0000022
鋁錠價(jià)約:14200元/噸,加板加工費(fèi)4000/噸=18200元/噸)比重2.71*3mm*鋁板價(jià)18元/公斤=146.34元/平方。2MM*2.71*單價(jià)18元=97.26元/平方。
品現(xiàn)貨按需定制 經(jīng)久耐用")
無(wú)縫管包裝分三種:捆扎、裝箱、涂油捆扎或涂油裝箱。無(wú)縫管是一種具有中空截面、周邊沒有接縫的長(zhǎng)條鋼材。無(wú)縫管具有中空截面,大量用作輸送流體的管道,如輸送石油、天然氣、煤氣、水及某些固體物料的管道等。無(wú)縫管與圓鋼等實(shí)心鋼材相比,在抗彎抗扭強(qiáng)度相同時(shí),重量較輕,是一種經(jīng)濟(jì)截面鋼材,廣泛用于制造結(jié)構(gòu)件和機(jī)械零件,如石油鉆桿、汽車傳動(dòng)軸、自行車架以及建筑施工中用的鋼腳手架等。用無(wú)縫管制造環(huán)形零件,可提高材料利用率,簡(jiǎn)化制造工序,節(jié)約材料和加工工時(shí),如滾動(dòng)軸承套圈、千斤頂套等,已廣泛用無(wú)縫管來制造。無(wú)縫管還是各種常規(guī)武器不可缺少的材料,槍管、炮筒等都要無(wú)縫管來制造。無(wú)縫管按橫截面積形狀的不同可分為圓管和異型管。由于在周長(zhǎng)相等的條件下,圓面積 ,用圓形管可以輸送更多的流體。此外,圓環(huán)截面在承受內(nèi)部或外部徑向壓力時(shí),受力較均勻,因此,絕大多數(shù)無(wú)縫管是圓管。
品現(xiàn)貨按需定制 經(jīng)久耐用")
雖然對(duì)于槽體加熱管材料的選擇不是工藝設(shè)計(jì)的內(nèi)容,如果不予提醒,可能會(huì)造成設(shè)備設(shè)計(jì)人員的疏忽。對(duì)于硫酸、鹽酸酸洗時(shí),其槽體材料只能選用玻璃鋼、花崗巖、塑料,加熱管只能選用鉛銻合金管、陶瓷管,而不能選用不銹鋼材料。如果是采用磷酸酸洗,其槽體及加熱管材料均可選用不銹鋼材料,當(dāng)然玻璃鋼、塑料、花崗巖均可。對(duì)于易形成死角存水的方矩管,必須選擇適當(dāng)?shù)奈恢勉@好工藝孔,保證水能在較短的時(shí)間內(nèi)充分流盡。否則會(huì)造成串槽或者要在空中長(zhǎng)時(shí)間瀝干,產(chǎn)生二次生銹,影響磷化效果。
有時(shí)方矩管坯會(huì)出現(xiàn)分層問題,從而導(dǎo)致探傷不合。要預(yù)防這一缺陷,我們可以優(yōu)化方矩管板坯的緩冷工藝,主要針對(duì)堆垛溫度和堆垛持續(xù)時(shí)間。軋制鋼板厚度不大于80mm鋼板熱矯直后,在冷床停留時(shí)間不得超過5min。厚度大于80mm鋼板可適當(dāng)延長(zhǎng)至10min,確保鋼板成垛前溫度控制在500℃以上。鋼板厚度不大于50mm鋼板緩冷時(shí)間在12h;厚度大于50mm的鋼板緩冷時(shí)間24h,嚴(yán)禁提前拆垛精整。品現(xiàn)貨按需定制 經(jīng)久耐用")
