
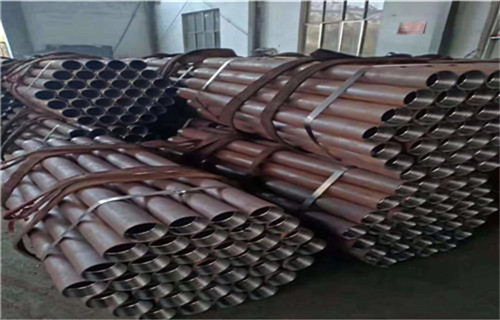



- 材質
45#無縫鋼管
- 產地
山東
- 規格
121*14 89*14 102*12等
- 類型
45#無縫鋼管
- 顏色
淡紅色或類似生鐵的顏色
- 品牌
惠榮特鋼
- 類型
根據客戶需求定做
- 可定制
是

16Mn無縫鋼管和16MnR、19Mng合并為Q345R。Q345R是普通低合金鋼,是鍋爐壓力容器常用鋼材,交貨狀態分:熱軋或正火,屬低合金鋼,含Mn量較低。性能與20G(412-540)近似,抗拉強度為(450-655)稍強,伸長率為19-21%,比20G的大于24%差。Q345R工藝參考標準GB713-2008。
16Mn無縫鋼管是普通低合金鋼,是鍋爐壓力容器常用鋼材,熱軋或正火。屬低合金鋼,含Mn量較低。性能與20G(412-540)近似,抗拉強度為(450-655)稍強,伸長率為19-21%,比20G的大于24%差。
16Mn無縫鋼管是屈服強度為340MPa級的壓力容器專用板,它具有良好的綜合力學性能和工藝性能。磷、硫含量略低于普16Mn鋼,除抗拉強度、延伸率要求比普通16Mn鋼有所提高外,還要求保證沖擊韌性。它是目前我國用途廣、用量大的壓力窗口專用鋼板。

大口徑無縫鋼管是很常見的一種通道,主要應用在下水道和通水管,我們的自來水就是通過大口徑無縫鋼管運送到我們每個人的家里的,我們的生活用水是離不開大口徑無縫鋼管的。而通水管也會運用到大口徑無縫鋼管,使我們有源源不斷的水資源。
2.隨著現在科技的發展,南水北調和煤氣運輸都紛紛的成了簡單的事情,而這些都離不開大口徑無縫鋼管,大口徑無縫鋼管主要應用于煤氣的運輸,還有各種天然氣等氣體的運輸,當我們某個地方的煤氣和水供應不足的時候,這個時候就需要用到運輸管道,而大口徑無縫鋼管就是這樣的一種運輸管道。
3.大口徑無縫鋼管有很好的的載重能力,在我們大城市里,除了在我們的日常生活中會運用到之外,大口徑無縫鋼管還在我們的城市里面應用廣泛,比如說,我們城市里出現頻繁的橋梁,跨海大橋之類的,橋梁基本上是用大口徑無縫鋼管來進行施工的,它是這些大型建筑物的主體,有了大口徑無縫鋼管,我們的城市才會建筑的更加好,更加牢固。
4.大口徑無縫鋼管對于農業和重工業都有著腫大的貢獻,在農業上,這種鋼管主要用于灌溉,為農業灌溉提供水源,減少農民的勞動。而重工業需要運輸一些油類,大口徑無縫鋼管有很好的的密封性,保證燃油不泄露,是很好的運輸管道。
、按用途
1.管道用管。如:水、煤氣管、蒸汽管道用無縫管、石油輸送管、石油天然氣干線用管。農業灌溉用水帶管和噴灌用管等。
2.熱工設備用管。如一般鍋爐用的沸水管、過熱蒸汽管,機車鍋爐用的過熱管、大煙管、小煙管、拱磚管以及高溫高壓鍋爐管等。
3.機械工業用管。如航空結構管(圓管、橢圓管、平橢圓管),汽車半軸管、車軸管、汽車拖拉機結構管、拖拉機的油冷卻器用管、農機用方形管與矩形管、變壓器用管以及軸承用管等。
4.石油地質鉆探用管。如:石油鉆探管、石油鉆桿(方鉆桿與六角鉆桿)、鉆挺、石油油管、石油套管及各種管接頭、地質鉆探管(巖心管、套管、主動鉆桿、鉆挺、按箍及銷接頭等)。
5.化學工業用管。如:石油裂化管,化工設備熱交換器及管道用管、不銹耐酸管、化肥用高壓管以及輸送化工介質用管等。
6.其他各部門用管。如:容器用管(高壓氣瓶用管與一般容器管),儀表儀器用管、手表殼用管、注射針頭及其醫療器械用管等。
熱軋
圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記→入庫 無縫鋼管是用鋼錠或實心管坯經穿孔制成毛管,然后經熱軋、冷軋或冷撥制成。無縫鋼管的規格用外徑*壁厚毫米數表示。無縫鋼管分熱軋和冷軋(撥)無縫鋼管兩類。 熱軋無縫鋼管分一般鋼管,低、中壓鍋爐鋼管,高壓鍋爐鋼管、合金鋼管、不銹鋼管、石油裂化管、地質鋼管和其它鋼管等。冷軋(撥)無縫鋼管除分一般鋼管、低中壓鍋爐鋼管、高壓鍋爐鋼管、合金鋼管、不銹鋼管、石油裂化管、其它鋼管外,還包括碳素薄壁鋼管、合金薄壁鋼管、不銹薄壁鋼管、異型鋼管。熱軋無縫管外徑一般大于32mm,壁厚2.5-200mm,冷軋無縫鋼管處徑可以到6mm,壁厚可到0.25mm,薄壁管外徑可到5mm壁厚小于0.25mm,冷軋比熱軋尺寸精度高。
一般用無縫鋼管是用10、20、30、35、45等優質碳結鋼16Mn、5MnV等低合金結構鋼或40Cr、30CrMnSi、45Mn2、40MnB等合結鋼熱軋或冷軋制成的。10、20等低碳鋼制造的無縫管主要用于流體輸送管道。45、40Cr等中碳鋼制成的無縫管用來制造機械零件,如汽車、拖拉機的受力零件。一般用無縫鋼管要保證強度和壓扁試驗。熱軋鋼管以熱軋狀態或熱處理狀態交貨;冷軋以熱以熱處理狀態交貨。
熱軋,顧名思義,軋件的溫度高,因此變形抗力小,可以實現大的變形量。以鋼板的軋制為例,一般連鑄坯厚度在230mm左右,而經過粗軋和精軋,終厚度為1~20mm。同時,由于鋼板的寬厚比小,尺寸精度要求相對低,不容易出現板形問題,以控制凸度為主。對于組織有要求的,一般通過控軋控冷來實現,即控制精軋的開軋溫度、終軋溫度.圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(探傷)→標記→入庫

