

- 材質
6061,7075,LY12,6063,5083,5754,021鋁管,7A05鋁管,7475鋁方管,8011鋁方管管,8014無縫鋁管,8050鋁方管,3003鋁管,3A21鋁管,6A02鋁管,6082鋁方管,6005鋁管,2011鋁管,2017鋁管,2024鋁管,LY12鋁管,2A12鋁管,4045鋁管,4047鋁管,4043鋁管,4004鋁管,4032鋁
- 產地
齊全
- 規格
齊全
- 類型
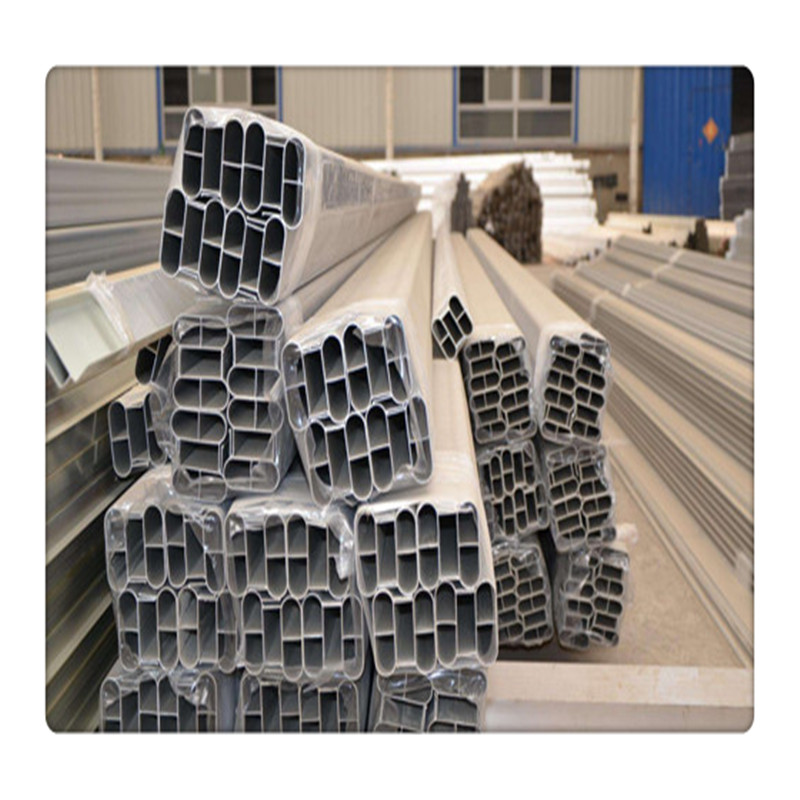
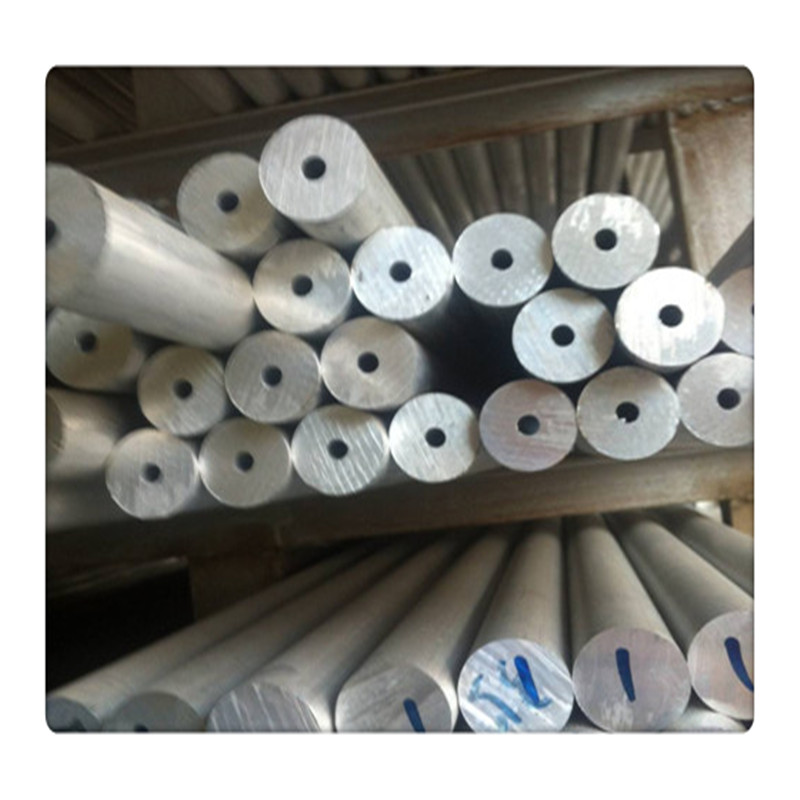
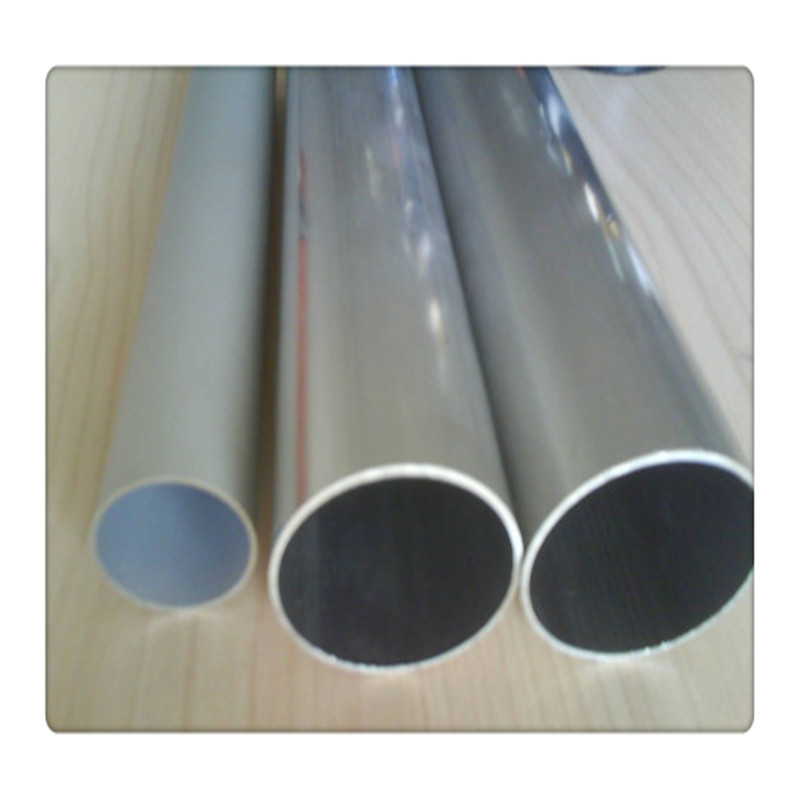
圓管,方管,無縫圓管,矩管
- 品牌
齊全
- 型號
齊全
- 可定制
是



紫銅管已經成為人們生活,必不可少的一部分物品,紫銅管關系著人們的生活質量,促進 金融。那么紫銅管到底是什么?
1.電解法。將富集的硫化物礦焙燒成氧化物,用炭還原成粗鎳,再經電解得純金屬鎳。
2.羰基化法。將鎳的硫化物礦與一氧化碳作用生成四羰基鎳,加熱后分解,又得純度很高的金屬鎳。
3.氫氣還原法。用氫氣還原氧化鎳,可得金屬鎳。
4.在鼓風爐中混入氧置換硫,加熱鎳礦可得到鎳的氧化物。而此種氧化物再和與鐵反應過的酸液進行作用就能得到鎳金屬。
5.礦石經煅燒成氧化物后,再用水煤氣或炭還原得到鎳。

不銹鋼焊管軋輥機是目前應用普便的一種不銹鋼焊管加工機器,它以加工效率高,加工的不銹鋼焊管質量好著稱。軋輥的壽命主要取決于軋輥的內在性能和工作受力,內在性能包括強度和硬度等方面。要使軋輥具有足夠的強度,主要從軋輥材料方面來考慮;硬度通常是指軋輥工作表面的硬度,它決定軋輥的耐磨性,在一定程度上也決定軋輥的使用壽命,通過合理的材料選用和熱處理方式可以滿足軋輥的硬度要求。淬火工藝是不銹鋼焊管軋輥機加工工藝的集中體現。了解不銹鋼焊管軋輥機的加工工藝我們必須先了解一下淬火工藝,軋輥在粗車和半精車以后,精車以前要進行淬火和低溫回火,淬火是為了改變軋輥的組織形態,將退伙后的球狀珠光體變為回火馬氏體和少量殘留奧氏體,提高軋輥表面硬度和耐磨性;獲得足夠的強度和韌性;延長軋輥的使用壽命。淬火后軋輥可能有輕微變形,因此精加工應在退火后進行。淬火后由于急冷使組織內產生很大的內應力,容易產生裂紋,經回火可消除內應力,防止開裂;淬火組織中的淬火馬氏體和殘留奧氏。

鋁板料.潘竹寬可做到600mm的排材也比較多)。 鋁棒,直徑:3-500mm鋁管,厚度:2-500mm下為:鋁管、鋁板、鋁棒潘竹理論計算公式。(注:與實際重量有誤差,尺寸單位為mm)鋁板重量(公斤)=0.0000028×厚×寬×長度鋁管重量(公斤)=0.00879×壁厚×(外徑-壁厚)×長度鋁棒重量計算公式(公斤)=直徑×直徑×長度×0.0000022
鋁錠價約:14200元/噸,加板加工費4000/噸=18200元/噸)比重2.71*3mm*鋁板價18元/公斤=146.34元/平方。2MM*2.71*單價18元=97.26元/平方。

不銹鋼方管的成型方法:實彎,顧名思義是壓實了彎折,實彎時內外輥與管坯內外壁雙向壓實。實彎的優點是反彈小,成型準確,而且只要輥型準確,內角成型的R比較準確。實彎的缺點是有拉伸/減薄效應。,實彎會使彎折處產生拉伸,拉伸效應使彎折線縱向的長度縮短; 第二,實彎彎折處金屬會因拉伸而變薄。
不銹鋼方管的成型方法:空彎,空彎是通過外輥與管坯外壁的單向接觸形成彎矩使帶料彎折,空彎會使彎折線產生壓縮,壓縮效應使彎折線縱向伸長,彎折處金屬出現堆積變厚,這就是空彎的壓縮/增厚效應。空彎的優點是可以在無法進行實彎時進行邊長的彎折,比如方矩管的上邊/側邊同步彎折和精整。空彎還可以彎折R<0.2t的內角而不致管壁發生斷裂。空彎的缺點是在上邊/側邊同步空彎時,由于上輥和下輥同時產生壓力,成型力容易超越臨界點,造成邊部失穩內凹,并且也會影響到機組穩定運行和成型質量。這也是方矩管和圓管空彎成型時不同的特點。
