


- 材質
6061,7075,LY12,6063,5083,5754,021鋁管,7A05鋁管,7475鋁方管,8011鋁方管管,8014無縫鋁管,8050鋁方管,3003鋁管,3A21鋁管,6A02鋁管,6082鋁方管,6005鋁管,2011鋁管,2017鋁管,2024鋁管,LY12鋁管,2A12鋁管,4045鋁管,4047鋁管,4043鋁管,4004鋁管,4032鋁
- 產地
齊全
- 規格
齊全
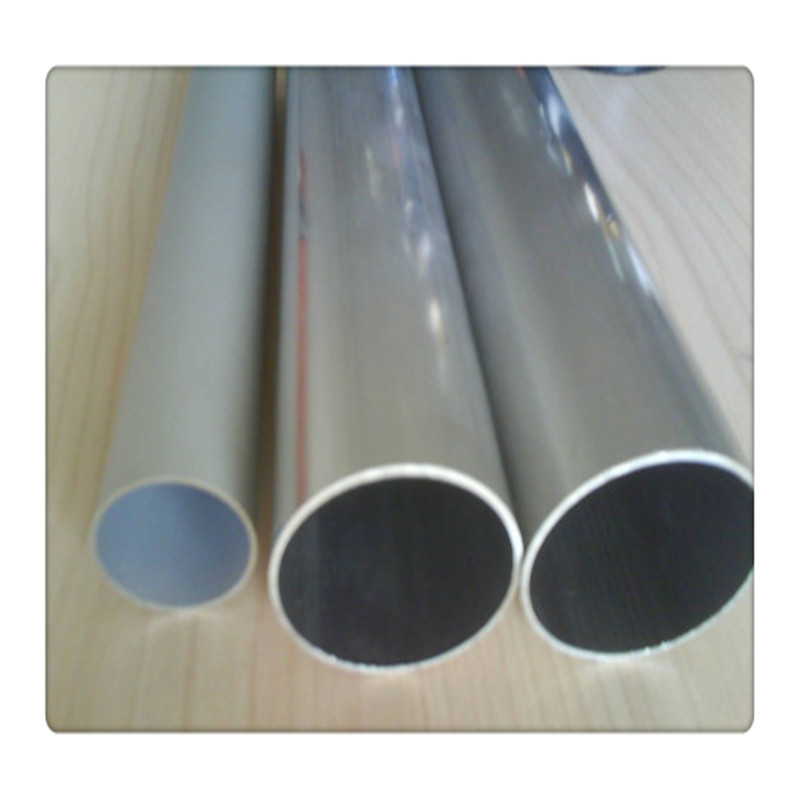
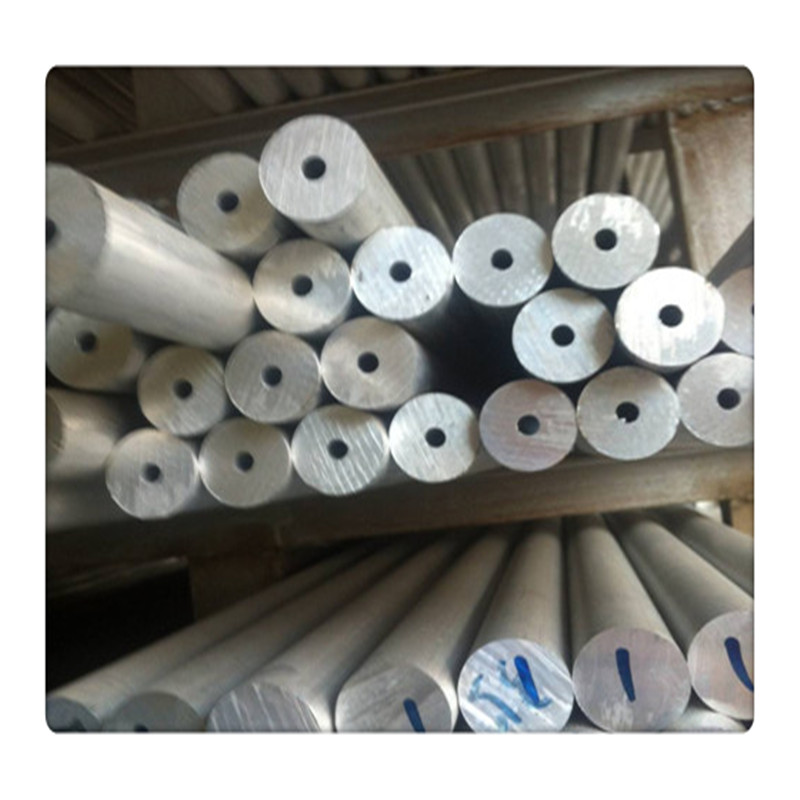
- 類型
圓管,方管,無縫圓管,矩管
- 品牌
齊全
- 型號
齊全
- 可定制
是





紫銅管的工藝優勢:
熔煉與鑄造工藝優勢:采用反射爐熔或工頻有芯感應爐熔煉;采用銅模或鐵模澆鑄,熔煉過程中應盡可能減少氣體來源,并使用經煅燒過的木炭作熔劑,也可用磷作脫氧劑。澆鑄過程在氮氣保護或覆蓋煙灰下進行,建議鑄造溫度為1150-1230℃,線收縮率為2.1%
成形性能優勢:有極好的冷、熱加工性能,能用各種傳統的加工工藝加工,如拉伸、壓延、深沖、彎曲、精壓和旋壓等。熱加工時應控制加熱介質氣氛,使呈微氧化性。熱加工溫度為800-950℃。
焊接性能優勢:易于錫焊、銅焊,也能進行氣體保護焊、閃光焊、電子束焊和氣焊,但不宜進行接觸點對焊和埋弧焊。
可切削性(HPb63-3的切削性為100%)/%:

鋁中常見的有害雜質是鐵,在建筑工業鋁型材的生產中,當鐵含量大于0.25%時已得不到很正常的色調,隨著鐵含量的升高,光澤度下降,色調偏青,淡灰淡灰的很難看。當硅含量較低時,鐵的影響就更明顯,硅偏高時可在一定的程度上減輕鐵的有害影響,這時鐵與硅形成AlFeSi金屬間化合物,同時也消耗了部份過剩的硅。
鐵影響著色的主要原因是鐵與鋁形成尖狀或棒狀組織,從數微米到數十微米不等,其電極電位與鋁不同,故影響著氧化著色均勻性和連續性,也使氧化膜光澤和度,影響著色效果。少量的銅對鋁板的力學性能和表面光亮度有利,而不會耐蝕性。
但銅含量多時氧化膜偏黑,就能看出來。少量的錳會在一定程度上AlFeSi組織的有害影響,并紋的產生。但錳的含量高時氧化膜偏黃,隨著錳含量的逐漸向棕發展,著色效果更差。鋅含量高時,了鋁難度,型材晶粒,模具損耗也大,氧化膜呈乳濁色,并堿蝕液中鋅離子積累,鋅在型材上發生倒置,產生閃亮的梨皮狀點。
冷加工,通常指金屬的切削加工,即用切削工具從金屬材料(毛坯)或工件上切除多余的金屬層,從而使工件具有一定形狀、尺寸精度和表面粗糙度的加工。如車削、鉆削、銑削、刨削、磨削、拉削等。在金屬工藝學中,與熱加工相對應,冷加工則指在低于再結晶溫度下使金屬產生塑性變形的加工工藝,如冷軋、冷拔、冷鍛、沖壓、冷等。

304不銹鋼表面質量的好壞,主要決定于熱處理后的酸洗工序,如果前一道熱處理工序所形成的表面氧化皮厚,或組織不均勻,則用酸洗并不能改善表面光潔度和均勻性。所以要充分重視熱處理的加熱或熱處理前的表面清理。
如果不銹鋼板的表面氧化皮厚度不均勻,厚的地方和薄的地方下面的基體金屬表面光潔度也不同,面且酸洗時表面氧化皮的溶解與氧化皮附著部位的基體金屬被酸的侵蝕程度不同,所以,鋼板表面就不均勻。因此,在熱處理加熱時,必須使之均勻地形成氧化皮。要達到這一要求,必須注意以下問題:
不銹鋼板如果在加熱時工件表面附著油,油附著部位的氧化皮厚度和其他部分的氧化皮厚度和組成就不同,而且會產生滲碳。氧化皮下基體金屬被滲碳的部分將嚴重地受到酸的侵蝕。重油燒嘴初燃燒時所噴出的油滴,若附著在工件上,影響也很大。操作人員的指紋附著在工件上時也會有影響。所以,操作人員不要用手直接觸摸不銹鋼件,不要使工件沾上新的油污。必須戴清潔的手套操作。

黃銅管木立柱支撐的設備:1、木立柱宜選用整料,當不能滿足懇求時,立柱的接頭不宜逾越1個,并應選用對接夾板接頭方法。立柱底部可選用墊塊墊高,但不得選用單碼磚墊高,墊高高度不得逾越300mm。2、木立柱底部與墊木之間應設置硬木對角楔調整標高,并運用鐵釘將其固定于墊木上。3、全部單立柱支撐應位于底墊木和梁底模板的基地,并應與底部墊木和頂部梁底模板嚴密接觸,且不得承受偏疼荷載。4、當僅為單排立柱時,應于單排立柱的兩頭每隔3m加設斜支撐,且每邊不得少于兩根,斜支撐與地上的夾角應為60°。用于作導管的紫銅管,不管壁厚大小,縱向劃痕深度不應大于0.03mm。紫銅管的橢圓度和壁厚的不均勻度,不應逾越外圓和壁厚的容許差錯。紫銅管東西式立柱支撐的設備:1、東西式鋼管單立柱支撐的間隔應符合支撐計劃的規矩。2、立柱不得接長運用。3、全部夾具、螺栓、銷子和其它配件應處在閉合或擰緊的方位。

