
- 材質
6061,7075,LY12,6063,5083,5754,021鋁管,7A05鋁管,7475鋁方管,8011鋁方管管,8014無縫鋁管,8050鋁方管,3003鋁管,3A21鋁管,6A02鋁管,6082鋁方管,6005鋁管,2011鋁管,2017鋁管,2024鋁管,LY12鋁管,2A12鋁管,4045鋁管,4047鋁管,4043鋁管,4004鋁管,4032鋁
- 產地
齊全
- 規格
齊全
- 類型
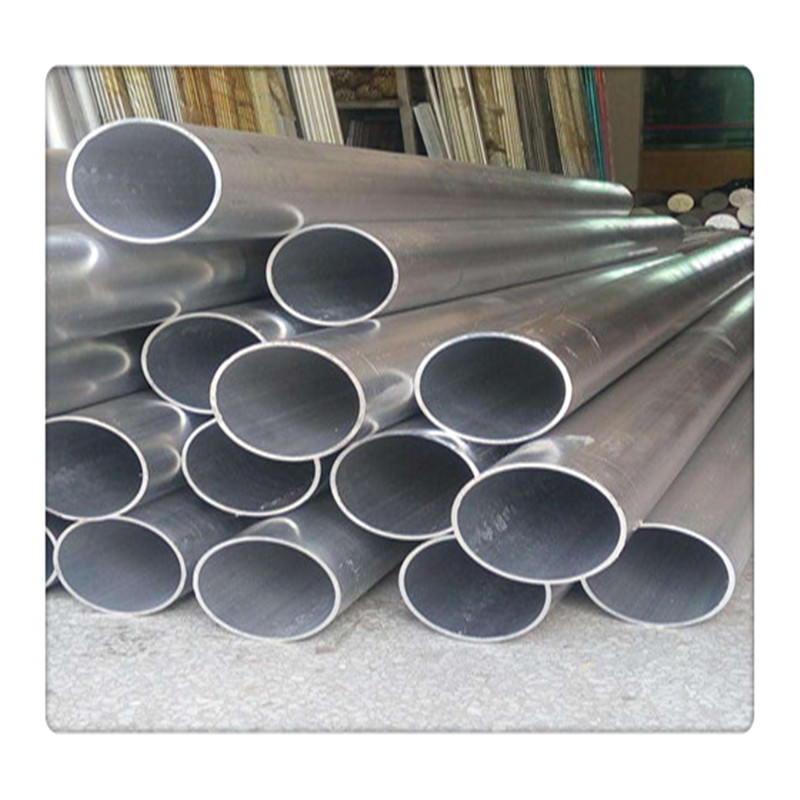
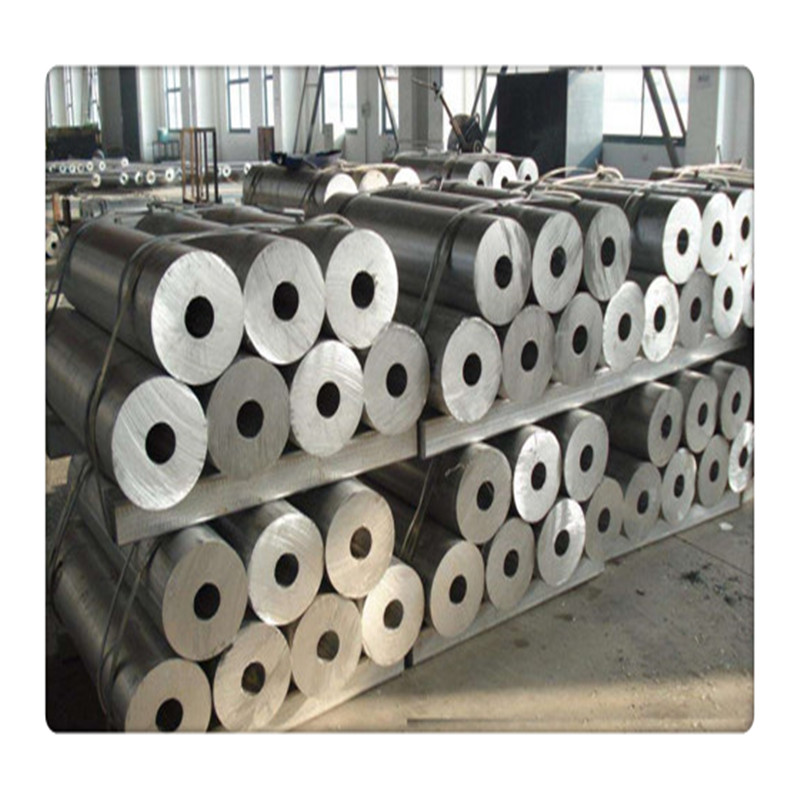
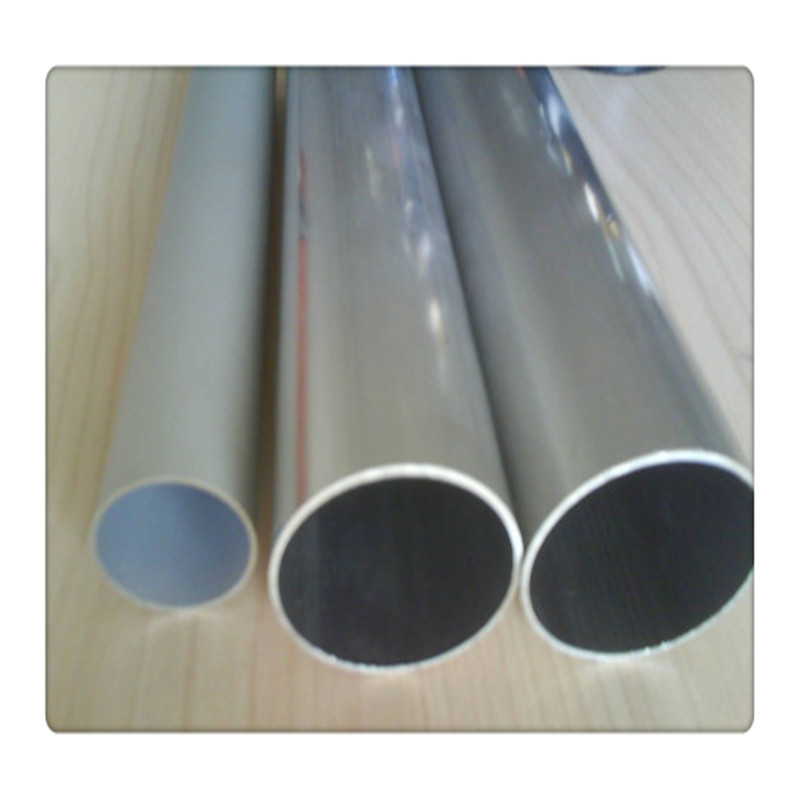
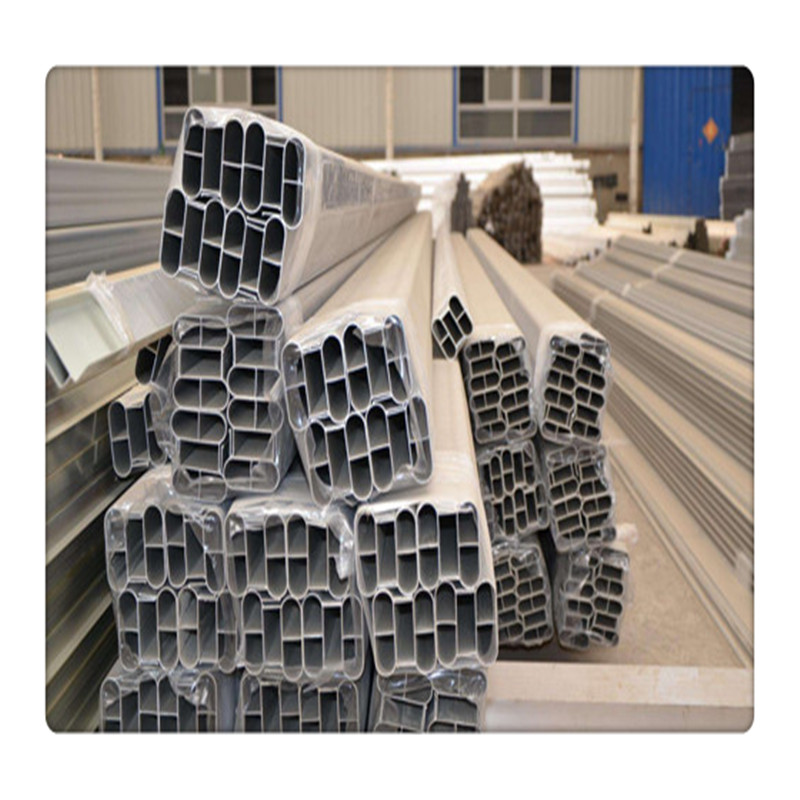
圓管,方管,無縫圓管,矩管
- 品牌
齊全
- 型號
齊全
- 可定制
是






人為因素操的責任性,對技術熟練程度和操作的規范性,是高涂裝效果的關鍵。因此,要加強對操的培訓和讓操涂裝技術的原理和要點,加強責任性,嚴格按操作規程進行操作,以保證高的涂裝產品。
在鋁板帶生產中,因為設備或者人員操作失誤等原因容易出現問題,這里鋁業就常見問題總結如下,希望生產部門能夠該問題。油污是問題中作為常見的:油污是指軋制后鋁梢表面帶油過多.且帶上了除軋制油膜以外的多余的油,在分切生產及成品檢查中可見的表面帶油。
這些油主要是由輥頸處或軋機出口上、下方甩、濺、滴在箱面上以及軋機清輥器出現異常、軋機測厚頭滴油等造成,且往往較臟成分復雜。這種油污將給鋁卷表面帶來危害較大:一是由于鋁卷成品多數作為裝飾或包裝材料,必須有一個潔凈的表面;二是其厚度薄,在后續的退火時易形成泡狀,而且由于油量較多在該處形成過多的殘留物而影響使用。
油污缺陷多少是評價鋁箔的一項很重要指標。解決:在生產以前嚴格檢查生產設備,如果一旦發現設備中油污過多要及時清洗并且查找原因,同時對生產產品進行板面清洗加工,如果清洗不掉的產品做報廢處理,有油污的產品禁止入庫及流入市場。

不銹鋼花紋板廠家提供304不銹鋼花紋板、321不銹鋼花紋板等。
在惰性氣體Ar的保護下,焊絲中的Al、Ti和Nb等元素不發生燒損而大部分過渡到焊縫金屬中。高鉻鐵素體耐熱鋼焊絲推薦采用美國AWSA5.9/A5.9M:2006焊絲標準中規定的三種高鉻合金鋼焊絲。
熱軋304不銹鋼花紋板規格:厚度:0.1mm-28.0mm 寬度可切割 材質:SUS310S、310、316。
列人我國 標準(GB/T983--1995)的鐵素體耐熱鋼焊條只有兩種,201不銹鋼花紋板即E430-16(G302)和E430-15(G307),適用于ω(C)17%以下的各種高鉻鐵素體耐熱鋼。
奧氏體耐熱鋼焊接填充材料的選擇首先要保證焊縫的致密性,無裂紋和氣孔等缺陷。同時應使焊縫金屬的熱強性基本與母材等強。
這就要求其合金成分大致與母材成分匹配。其次應考慮焊縫金屬內鐵素體含量的控制,對于長期在高溫下運行的奧氏體鋼焊件,201不銹鋼花紋板焊縫金屬內鐵素體的體積分數不應超過5%。

直縫不銹鋼焊管和螺旋不銹鋼焊管都是焊接鋼管的一種,它們在國民生產建設中應用廣泛,直縫不銹鋼焊管和螺旋不銹鋼焊管因生產工藝不同因此具有許多不同之處,下面具體討論下直縫不銹鋼焊管和螺旋不銹鋼焊管的區別。直縫不銹鋼焊管生產工藝相對簡單,主要生產工藝有高頻焊直縫不銹鋼焊管和埋弧焊直縫不銹鋼焊管,直縫管生產效率高,成本低,發展較快。螺旋不銹鋼焊管的強度一般比直縫不銹鋼焊管高,主要生產工藝是埋弧焊,螺旋不銹鋼焊管能用同樣寬度的坯料生產管徑不同的不銹鋼焊管,還可以用較窄的坯料生產管徑較大的不銹鋼焊管。螺旋不銹鋼焊管與相同長度的直縫管相比,焊縫長度增加30~100%,而且生產速度較低。因此,較小口徑的不銹鋼焊管大都采用直縫焊,大口徑不銹鋼焊管則大多采用螺旋焊。在業內生產較大口徑直縫不銹鋼焊管時會使用丁字焊技術,即將一段段短的直縫不銹鋼焊管再進行對接,接成符合工程需要的長度,丁字焊直縫不銹鋼焊管缺陷的機率也大大提高,而且丁字焊縫處的焊接殘余應力較大,焊縫金屬往往處于三向應力狀態,增加了產生裂紋的可能性。
不銹鋼方管應該有的保存環境:保管鋼管的場地或倉庫,應選擇在清潔干凈、排水通暢的地方,遠離產生有害氣體或粉塵的廠礦。在場地上要清除雜草及一切雜物,保持鋼管干凈;在倉庫里不得與酸、堿、鹽、水泥等對鋼管有侵蝕性的材料堆放在一起。不同品種的鋼管應分別堆放,防止混淆,防止接觸腐蝕;大型型鋼、鋼軌、辱鋼板、大口徑鋼管、鍛件等可以露天堆放;中小型型鋼、盤條、鋼筋、中口徑鋼管、鋼絲及鋼絲繩等,可在通風良好的料棚內存放,但必須上苫下墊;一些小型鋼管、薄鋼板、鋼帶、硅鋼片、小口徑或薄壁鋼管、各種冷軋、冷拔鋼管以及價格高、易腐蝕的金屬制品,可存放入庫;庫房應根據地理條件選定,一般采用普通封閉式庫房,即有房頂有圍墻、門窗嚴密,設有通風裝置的庫房;庫房要求晴天注意通風,雨天注意關閉防潮,經常保持適宜的儲存環境。

