



- 材質(zhì)
6061,7075,LY12,6063,5083,5754,021鋁管,7A05鋁管,7475鋁方管,8011鋁方管管,8014無縫鋁管,8050鋁方管,3003鋁管,3A21鋁管,6A02鋁管,6082鋁方管,6005鋁管,2011鋁管,2017鋁管,2024鋁管,LY12鋁管,2A12鋁管,4045鋁管,4047鋁管,4043鋁管,4004鋁管,4032鋁
- 產(chǎn)地
齊全
- 規(guī)格
齊全
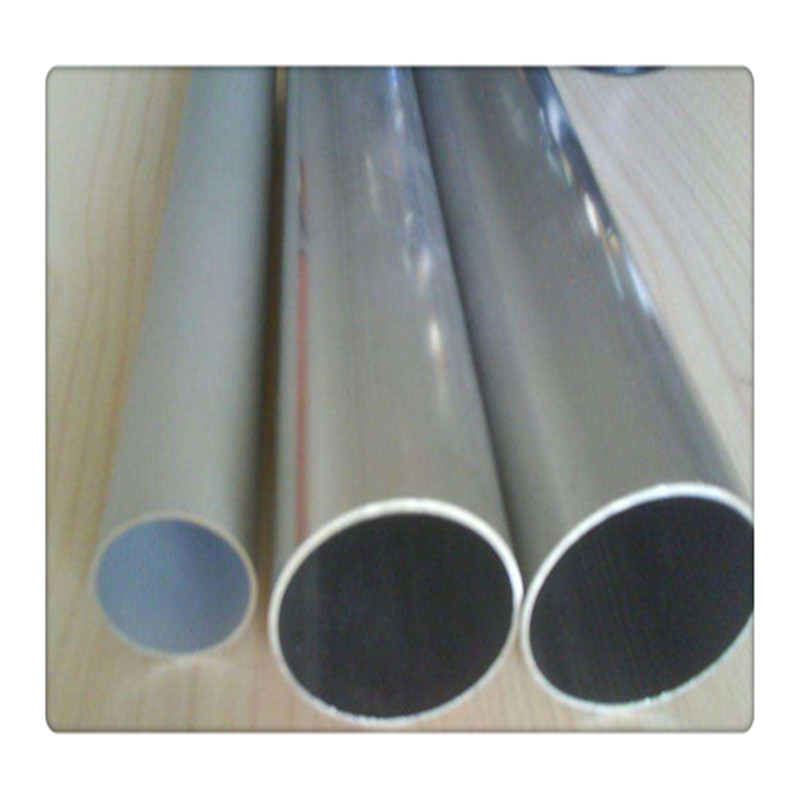
- 類型
圓管,方管,無縫圓管,矩管
- 品牌
齊全
- 型號(hào)
齊全
- 可定制
是
品價(jià)格與標(biāo)準(zhǔn)一票業(yè)務(wù)")
品價(jià)格與標(biāo)準(zhǔn)一票業(yè)務(wù)")
品價(jià)格與標(biāo)準(zhǔn)一票業(yè)務(wù)")
我們來為大家介紹一下不銹鋼焊管的熱擴(kuò)法,熱擴(kuò)法又包含了六種具體方法。熱脹法,一種是在管內(nèi)放置橡膠,上方用沖子壓縮,使管子凸出成形;另一種方法是液壓鼓脹成形,在管子中部充入液體,液體壓力把管子鼓成所需要的形狀,波紋管的生產(chǎn)大部分用的是這種方法 。沖壓法,在沖床上用帶錐度的芯子將管端擴(kuò)到要求的尺寸和形狀。鍛壓法,用型鍛機(jī)將管子端部或一部分予以沖伸,使外徑減少,常用型鍛機(jī)有旋轉(zhuǎn)式、連桿式、滾輪式。滾軋法,一般不用芯軸,適合于厚壁管內(nèi)側(cè)圓緣。滾輪法,在管內(nèi)放置芯子,外周用滾輪推壓,用于圓緣加工。彎曲成形法,有三種方法較為常用,一種方法叫伸展法,另一種方叫沖壓法,第三種滾輪法,有3-4個(gè)輥,兩個(gè)固定輥,一個(gè)調(diào)整輥,調(diào)整固定輥距,成品管件就是彎曲的。品價(jià)格與標(biāo)準(zhǔn)一票業(yè)務(wù)")
不銹鋼板在結(jié)晶器中的凝固與傳熱特點(diǎn)有哪些。傳統(tǒng)的不銹鋼板坯連鑄機(jī)澆鑄速度一般在1.5米/分鐘左右,生產(chǎn)基地不超過1.3米/分鐘,限制的原因不銹鋼連鑄坯與凝固速度和不銹鋼板的傳熱特征。綠色的殼,形成的鋼模具的模具過程中凝固的開始決定鑄坯的表面質(zhì)量。凝固過程一般由鐵素體,奧氏體轉(zhuǎn)變區(qū),完全在凝固的開始生成鐵素體,但結(jié)束后立即凝固成奧氏體鋼。當(dāng)鎳/鉻當(dāng)量= 0.55 ~ 0.6,度的外殼,達(dá)到 收縮,有一種傾向的非均勻凝固,其 振動(dòng)痕深度,所以模具的傳熱必須適中,這有利于結(jié)晶的殼底部平穩(wěn)增長。模具傳熱直接影響增長的殼,和模具的設(shè)計(jì)是主要影響因素之一,模具傳熱的結(jié)晶器內(nèi)部形狀應(yīng)符合殼冷卻收縮,保持良好的接觸,使坯殼和銅板降低氣隙,有利于增加熱流密度的均勻性和殼增長。
由于不銹鋼本身屈服點(diǎn)高,硬度高,冷作硬化效應(yīng)顯著,不銹鋼板進(jìn)行折彎時(shí)其特點(diǎn)如下:因?qū)嵝员绕胀ǖ吞间摬睿由炻实停瑢?dǎo)致所需變形力大;不銹鋼板料在折彎時(shí)與碳鋼相比有強(qiáng)烈的回傾向;不銹鋼板相對(duì)于碳鋼由于延伸率低,折彎時(shí)工件折彎角R要大于碳鋼,否則有出現(xiàn)裂紋的可能;由于不銹鋼板硬度高,冷作硬化效應(yīng)顯著因此在選擇壓彎刀具時(shí)要選擇熱處理硬度應(yīng)達(dá)到60HRC以上的工具鋼,其表面粗糙度要比碳鋼的壓彎刀具高一個(gè)數(shù)量級(jí)。
品價(jià)格與標(biāo)準(zhǔn)一票業(yè)務(wù)")
品價(jià)格與標(biāo)準(zhǔn)一票業(yè)務(wù)")
