



- 型號
規格齊全
- 用途
鋼結構工程
- 價格
4020
- 現貨數量
3104噸
- 廠家
天津金利寶鋼鐵
- 地址
天津市


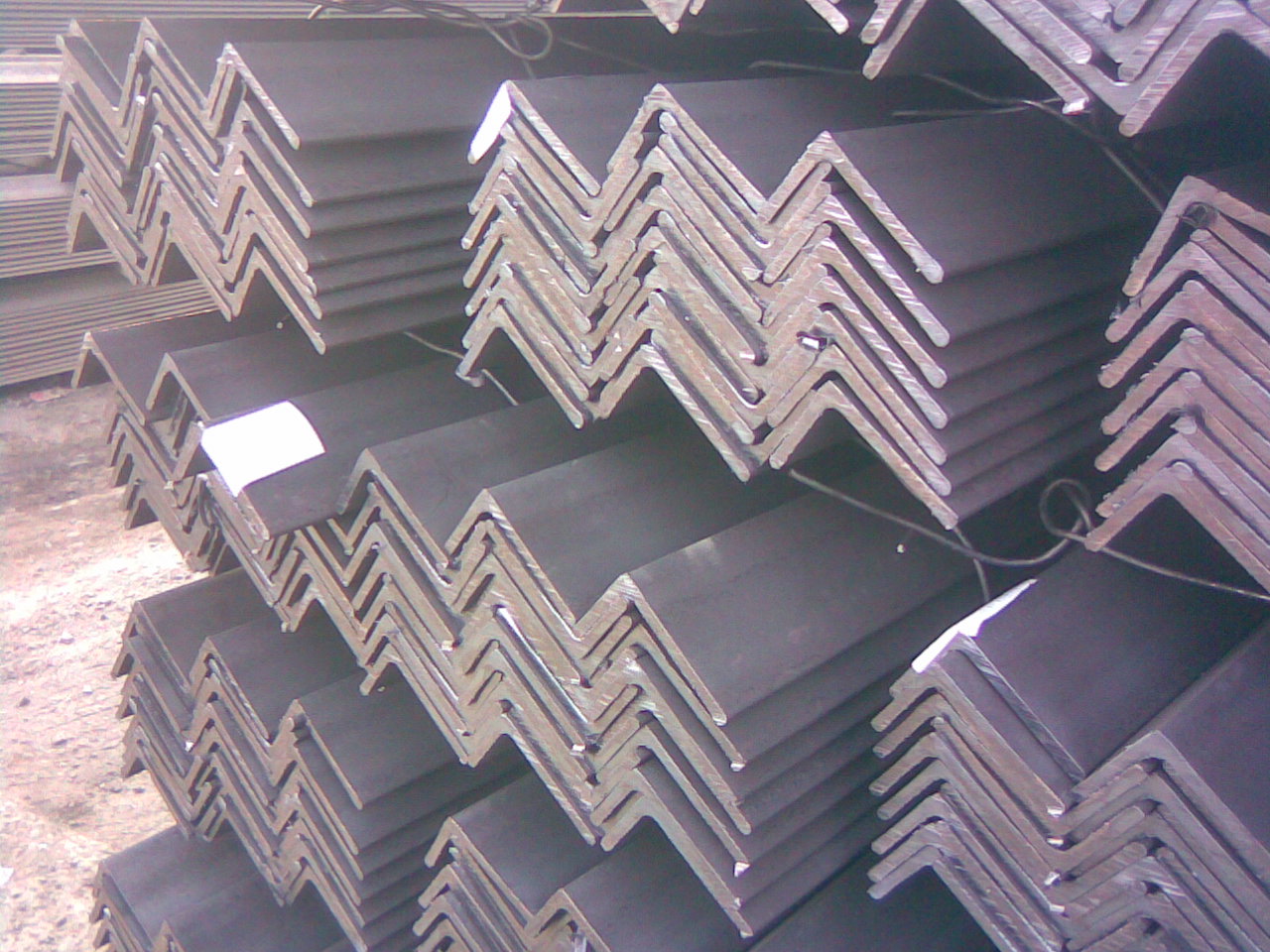
天津金利寶鋼鐵有限公司銷售:Q235B角鋼、Q345B角鋼、Q420B角鋼、q345C角鋼、Q345D角鋼、Q345E角鋼、鍍鋅角鋼,等邊角鋼,不等邊角鋼,冷鍍鋅角鋼,熱鍍鋅角鋼,錳角鋼,規格齊全,并且備有大量 鋼板 鋼管 庫存。公司憑借雄厚的實力成為萊鋼,日鋼,濟鋼,唐鋼,邯鋼,安鋼,津西、馬鋼、八大鋼廠的戰略合作伙伴。主要生產經營:角鋼、槽鋼、H型鋼、焊接H型鋼、焊管、直縫焊管、螺旋管、鍍鋅管、 無縫管、工字鋼、鍍鋅槽鋼、鍍鋅角鋼、合金管、不銹鋼管、光伏支架、球扁鋼、方矩管、方管等產品。所售產品均符合中國GB,美國ASTM,日本JIS等規范。經過近幾年的努力拓展,公司已發展為集生產加工、物流配送、銷售于一體的企業。
角鋼簡介:角鋼俗稱角鐵、是兩邊互相垂直成角形的長條鋼材。有等邊角鋼和不等邊角鋼之分。等邊角鋼的 兩個邊寬相等。其規格以邊寬×邊寬×邊厚的毫米數表示。如“∠50×50×4”,即表示邊寬為 50毫米、邊厚為4毫米的等邊角鋼。也可用型號表示,型號是邊寬的厘米數,如∠5#。型號不表示同一型號中不同邊厚的尺寸,因而在合同等單據上將角鋼的邊寬、邊厚尺寸填寫齊全,避免單獨用型號表示。熱軋等邊角鋼的規格為2#-20#。角鋼可按結構的不同需要組成各種不同的受力構件,也可作構件之間的連接件。廣泛地用于各種建筑結構和工程結構,如房梁、橋梁、輸電塔、起重運輸機械、船舶、工業爐、反應塔、容器架以及倉庫。
主要分為等邊角鋼和不等邊角鋼兩類,其中不等邊角鋼又可分為不等邊等厚及不等邊不等厚兩種。
角鋼的規格用邊長和邊厚的尺寸表示。目前國產角鋼規格為2?20號,以邊長的厘米數為號數,同一號角鋼常有2?7種不同的邊厚。進口角鋼標明兩邊的實際尺寸及邊厚并注明相關標準。一般邊長12.5cm以上的為大型角鋼,12.5cm?5cm之間的為中型角鋼,邊長5cm以下的為小型角鋼。
進出口角鋼的定貨一般以使用中所要求的規格為主,其鋼號為相應的碳結鋼鋼號。也是角鋼除了規格號之外,沒有特定的成分和性能系列。

天津金利寶鋼鐵貿易有限公司H型鋼的產品規格很多,分類方法有以下幾種。按產品的翼緣寬度分為寬翼緣、中翼緣和窄翼緣H型鋼。寬翼緣和中翼緣H型鋼的翼緣寬度B大于或等于腹板高度H。窄翼緣H型鋼的翼緣寬度B約等于腹板高度H的二分之一。按產品用途分為H型鋼梁、H型鋼柱、H型鋼樁、極厚翼緣H型鋼梁。有時也將平行腿槽鋼和平行翼緣丁字鋼也列入H型鋼的范圍。一般以窄翼緣H型鋼作為梁材,以寬翼緣H型鋼作為柱材,據此又有梁型H型鋼和柱型H型鋼之稱。按生產方式分為焊接H型鋼和軋制H型鋼。按尺寸規格大小分為大、中、小號H型鋼。通常將腹板高度H在700mm以上的產品稱為大號、300~700mm的稱為中號,小于300mm的稱為小號。至1990年末,世界上 的H型鋼腹板高度1200mm,翼緣寬度為530mm。國際上,H型鋼的產品標準分為英制系統和公制系統兩大類。
對加工好的膜材進行編號與打包,交物流組發往項目所在工地。膜材安裝膜材安裝前,鋼結構的挑梁宜加臨時支撐或平衡索,確保鋼結構在膜材安裝中受力平衡,在膜材安裝前,對鋼結構在尺寸進行測量復核。膜材在安裝時不得劃傷,并保持膜材的整潔。
高頻焊H型鋼生成完成后,有時不會立刻進行使用,這時就要將它存放起來。為了不影響型鋼的正常使用,它的存放也需要格外的注意,接下來就讓我們來了解下有哪些細節需要關注。
高頻焊H型鋼可以選擇在露天堆放,也能選擇堆放在有頂棚的倉庫里。不同的堆放場所有著不同的要求,但總的來說放在倉庫里的程序會更少一些。
露天堆放時要選擇平坦的地方,該處要高于周邊避免,周邊應有排水溝。堆放時盡量使型鋼的截面背面向上或向外,避免因積水或積雪導致型鋼質量受損,堆放兩端應有高度差,便于排水。
若是堆放在有頂棚的倉庫里,那么直接將型鋼放在地上就行,下面墊上木墊等防止它與地面直接接觸。
在堆放型鋼時要注重它的變形和腐蝕問題,為了避免這種問題的出現,可以選擇每堆放5~6層便紡織一些木墊,間距以不引起型鋼的過分彎曲為準。當然,堆放時也要提前預留出一條能夠進行運輸的道路。
燈光或其他熱源與膜材保持一定距離,(膜材的表面溫度不得大于70℃) 。膜材安裝完畢后,應該交付并和甲方申明,應注意維護,這樣才能保證膜材的使用的年限。(維護期間,尖銳的利器,明火等應遠離膜結構)鋼結構在加固技術中常出現哪些措施。
不同規格的型鋼要在其附近做好標識,上面要明確的標出型鋼的規格、鋼號、數量和材質驗收證明書編號。也可以選擇使用不同顏色的油漆對它們進行區分。標識上的沒用要進行定期的檢查。

不銹鋼封頭在加熱和冷卻過程中,不銹鋼封頭由于表層和心部的冷卻速度和時間的不一致,形成溫差,就會導致體積膨脹和收縮不均而產生應力,即熱應力。在熱應力的作用下,由于表層開始溫度低于心部,收縮也大于心部而使心部受拉,當冷卻結束時,由于心部*冷卻體積收縮不能自由進行而使表層受壓心部受拉。即在熱應力的作用下*終使工件表層受壓而心部受拉。
這種現象受到冷卻速度,材料成分和熱處理工藝等因素的影響。當冷卻速度愈快,含碳量和合金成分愈高,冷卻過程中在熱應力作用下產生的不均勻塑性變形愈大,*形成的殘余應力就愈大。另一方面鋼在熱處理過程中由于組織的變化即奧氏體向馬氏體轉變時,因比容的增大會伴隨工件體積的膨脹,工件各部位先后相變,造成體積長大不一致而產生組織應力。不銹鋼封頭組織應力變化的*終結果是表層受拉應力,心部受壓應力,恰好與熱應力相反。組織應力的大小與工件在馬氏體相變區的冷卻速度,形狀,材料的化學成分等因素有關。
只不過熱應力在組織轉變以前就已經產生了不銹鋼封頭,而組織應力則是在組織轉變過程中產生的,在整個冷卻過程中,熱應力與組織應力綜合作用的結果,就是工件中實際存在的應力。這兩種應力綜合作用的結果是十分復雜的,受著許多因素的影響,如成分、形狀、熱處理工藝等。就其發展過程來說只有兩種類型,即熱應力和組織應力,作用方向相反時二者抵消,作用方向相同時二者相互迭加。不管是相互抵消還是相互迭加,兩個應力應有一個占主導因素,熱應力占主導地位時的作用結果是工件心部受拉,表面受壓。組織應力占主導地位時的作用結果是工件心部受壓表面受拉。

