


- 材質(zhì)
201,304,304H,316,316L,321,321S等
- 產(chǎn)地
齊全
- 規(guī)格
齊全
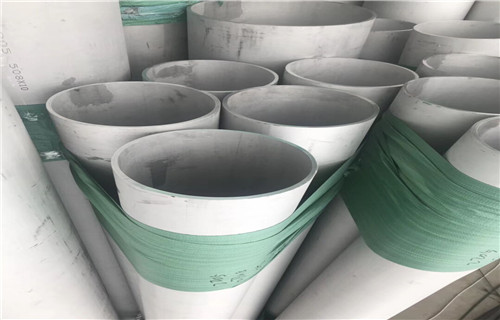
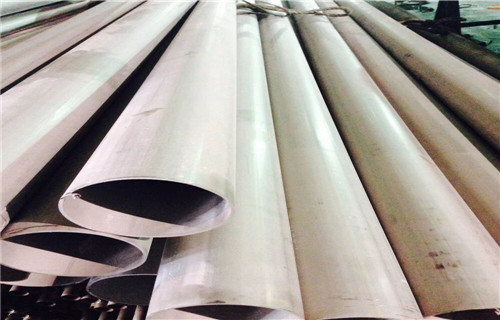
- 類型
圓管,方管
- 品牌
齊全
- 型號
齊全
- 可定制
是






在所有系列中1系列屬于含鋁量多的一個系列。純度可以達到900%以上。由于不含有其他技術(shù)元素,所以生產(chǎn)比較單一,價格相對比較便宜,是目前常規(guī)工業(yè)中常用的一個系列。目前市場上流通的大部分為1050以及1060系列。
1000系列鋁板根據(jù)后兩位伯?dāng)?shù)字來確定這個系列的低含鋁量,比如1050系列后兩位伯?dāng)?shù)字為50,根據(jù)牌 命名原則,含鋁量必須達到95%以上方為合格產(chǎn)品。的鋁合金技術(shù)(gB/T3880-2006)中也明確規(guī)定1050含鋁量達到95%.同樣的道理1060系列鋁板的含鋁量必須達到96%以上。
2系列鋁板材2系列鋁板材:代表2A16(LY16)、2A06(LY6)。2系列鋁板的特點是硬度較高,其中以銅原屬含量高,大概在3-5%左右。2系列鋁板屬于鋁材,目前在常規(guī)工業(yè)中不常應(yīng)用。目前生產(chǎn)2系列鋁板的廠家較少。還無法與國外相比。
目前進口的鋁板主要是由和德國生產(chǎn)企業(yè)提供。隨著事業(yè)的發(fā)展,2系列的鋁板生產(chǎn)技術(shù)將進一步。3系列鋁板材3系列鋁板材:代表3003003A21為主。又可以稱為防銹鋁板。3系列鋁板生產(chǎn)工藝較為。

不銹鋼制品的拋光工藝可以分為打磨和出光兩部分,上道轉(zhuǎn)入拋光工序的工件進行目測檢驗,如焊縫是否有漏焊,焊穿,焊點深淺不均勻,偏離接縫太遠,局部凹陷,對接不齊,是否有較深劃痕,碰傷,嚴(yán)重變形等在本工序無法補救的缺陷,如果有上述缺陷應(yīng)返回上道工序修整.如果無上述缺陷,進入本拋光工序。粗磨,用600號的砂帶在三面上往返磨削工件,本工序要達到的目標(biāo)是去掉工件焊接留下的焊點,以及在上步工序出現(xiàn)的碰傷,達到焊口圓角初步成型,水平面和垂直面基本無大劃痕,無碰傷。半精磨,用800號的砂帶按照前面往返磨削工件的方法中磨工件的三面,主要是對前面工序出現(xiàn)的接縫進行修正以及對粗磨后產(chǎn)生的印痕進行進一步的細磨,對前面工序留下的印痕要反復(fù)磨削,達到工件表面無劃痕,基本變亮。精磨,用1000號的砂帶主要是對前步工序出現(xiàn)的細小紋線的修正磨削,磨削方法與上同.本工序要達到的目標(biāo)是磨削部分與工件未磨削部分的接縫基本消失,工件表面進一步光亮,通過本工序磨削后的工件要基本接近鏡面效果。

 鋁合金板
鋁合金板

施工以及施工留意點:為了防止施工時產(chǎn)生劃傷以及污染物附著,貼膜狀態(tài)下進行不銹鋼施工。
但是隨著時間的延長,粘貼液的殘留按照貼膜使用期限,施工以后除掉貼膜時應(yīng)進行表面洗滌,并使用專用不銹鋼工具,與一般鋼清潔公用工具時,為了不讓鐵屑粘著應(yīng)進行清掃。
應(yīng)留意不讓具有很強腐蝕性的磁性以及石奢清潔用物接觸到不銹鋼表面,若接觸時應(yīng)立即進行洗滌。
施工建設(shè)結(jié)束后應(yīng)用中性洗滌劑以及水洗滌表面附著的水泥、粉灰等到物。
310不銹鋼的鎳、鉻含量都比較高,為的是提高鋼在高溫下的抗氧化性能和蠕變強度。310S(0Cr25Ni20)乃是310不銹鋼的變種,所不同者只是碳含量較低,為的是使焊縫附近所析出的碳化物減至少。316L不銹鋼管改變了原有冷軋后管的硬態(tài),光亮退火爐爐體:主要結(jié)構(gòu)由圓形截面馬弗罐,采用兩側(cè)和底部部布置高溫發(fā)熱絲的加熱方法,氨分解氣作為保護氣體和循環(huán)冷卻氣。結(jié)構(gòu)緊湊,操作安全,控制可靠和維修方便,爐溫均勻(溫度可達1150℃),通源損耗低,能充分利用保護氣,冷卻速度快,保證了防止碳化鉻的重新沉淀析出,使所有碳化鉻完全固溶入奧氏體基體內(nèi),改變了原有冷軋后管的硬態(tài)與金相組織,真正達到固溶處理的目的。

