
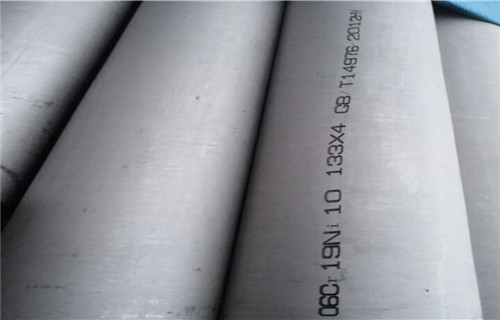

- 材質(zhì)
201,304,304H,316,316L,321,321S等
- 產(chǎn)地
齊全
- 規(guī)格
齊全
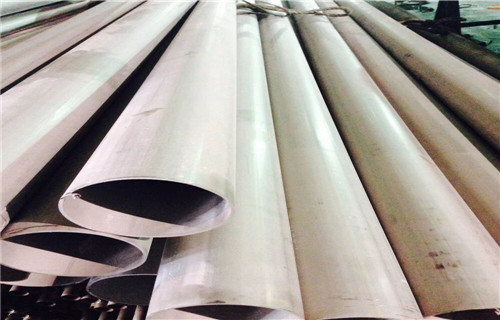
- 類型
圓管,方管
- 品牌
齊全
- 型號
齊全
- 可定制
是
現(xiàn)貨銷售處批發(fā)廠家_卓越服務(wù)")
現(xiàn)貨銷售處批發(fā)廠家_卓越服務(wù)")
天津市永發(fā)鋼鐵貿(mào)易(YONGFAGT888)有限公司常年經(jīng)營:無縫鋼管,不銹鋼管,螺旋鋼管,鍍鋅帶焊管、方矩管、直縫焊管、鍍鋅加工、 非標(biāo)方矩管、非標(biāo)焊管加工、鋁管,銅管,鋁板,鋁排,銅排,銅包鋼扁鋼大口徑焊管、大口徑方矩管、丁字焊管、卷管,H型鋼,槽鋼,扁鋼,工字鋼,方鋼,角鋼,鋼軌,冷彎型鋼,國標(biāo)鍍鋅角鋼,熱鍍鋅角鋼,不等邊熱鍍鋅角鋼,鍍鋅槽鋼,熱鍍鋅槽鋼,熱鍍鋅方管,熱鍍鋅方矩管,鍍鋅H型鋼,鍍鋅扁鋼,鍍鋅圓鋼,各材質(zhì)鋼板及其他型材等產(chǎn)品的經(jīng)銷批發(fā)的現(xiàn)貨公司。鋼材品種齊全、價(jià)格合理。產(chǎn)品適用于:石油、化工、食品、航天、汽車、建筑、五金、鍋爐燃?xì)狻⑺骷⒋啊㈦姀S等工業(yè)裝備 現(xiàn)已廣泛應(yīng)用于市場工程、路燈、樓房裝飾、液體輸送、漁具、門業(yè)、廣告牌、候車廳、體育館等大型裝修工程。
現(xiàn)貨銷售處批發(fā)廠家_卓越服務(wù)")
施工以及施工留意點(diǎn):為了防止施工時(shí)產(chǎn)生劃傷以及污染物附著,貼膜狀態(tài)下進(jìn)行不銹鋼施工。
但是隨著時(shí)間的延長,粘貼液的殘留按照貼膜使用期限,施工以后除掉貼膜時(shí)應(yīng)進(jìn)行表面洗滌,并使用專用不銹鋼工具,與一般鋼清潔公用工具時(shí),為了不讓鐵屑粘著應(yīng)進(jìn)行清掃。
應(yīng)留意不讓具有很強(qiáng)腐蝕性的磁性以及石奢清潔用物接觸到不銹鋼表面,若接觸時(shí)應(yīng)立即進(jìn)行洗滌。
施工建設(shè)結(jié)束后應(yīng)用中性洗滌劑以及水洗滌表面附著的水泥、粉灰等到物。
310不銹鋼的鎳、鉻含量都比較高,為的是提高鋼在高溫下的抗氧化性能和蠕變強(qiáng)度。310S(0Cr25Ni20)乃是310不銹鋼的變種,所不同者只是碳含量較低,為的是使焊縫附近所析出的碳化物減至少。316L不銹鋼管改變了原有冷軋后管的硬態(tài),光亮退火爐爐體:主要結(jié)構(gòu)由圓形截面馬弗罐,采用兩側(cè)和底部部布置高溫發(fā)熱絲的加熱方法,氨分解氣作為保護(hù)氣體和循環(huán)冷卻氣。結(jié)構(gòu)緊湊,操作安全,控制可靠和維修方便,爐溫均勻(溫度可達(dá)1150℃),通源損耗低,能充分利用保護(hù)氣,冷卻速度快,保證了防止碳化鉻的重新沉淀析出,使所有碳化鉻完全固溶入奧氏體基體內(nèi),改變了原有冷軋后管的硬態(tài)與金相組織,真正達(dá)到固溶處理的目的。
現(xiàn)貨銷售處批發(fā)廠家_卓越服務(wù)")
金屬管道的連接傳統(tǒng)的施工方法為焊接、法蘭連接或螺紋連接。用溝槽式卡箍接頭及配套的溝槽管件連接金屬管道是一種全新的工藝方法,是金屬管道連接的革命。與傳統(tǒng)的施工方法相比。溝槽式卡箍接頭連接系統(tǒng)具有如下顯著優(yōu)點(diǎn):快捷,采用溝槽卡箍接頭和相應(yīng)的管件安裝管路,施工中不需要焊,不需要二次鍍鋅、二次安裝。提高了安裝速度。簡易,卡箍接頭重量輕、螺栓數(shù)量少、安裝方便,不需要特殊技術(shù)。可靠,科學(xué)合理的結(jié)構(gòu)設(shè)計(jì),獨(dú)特的C型橡膠密封圈、實(shí)現(xiàn)三重密封,保證了連接密封的可靠性。安全,用溝槽式卡箍接頭及相應(yīng)的管件安裝施工,只需機(jī)械組裝,無須焊接,沒有明火,因此,沒有焊渣 污染管路,可確保工地安全,對禁火環(huán)境條件下的施工,尢為適宜。經(jīng)濟(jì),由于安裝快捷、無須特殊技術(shù),安裝返修率低,因而綜合安裝工本較法蘭可節(jié)省30-50%。占用空間小,溝槽式卡箍接頭連接所占空間約為法蘭的70%,而且由于緊固螺栓數(shù)量少且無方向性,特別適用空間狹小環(huán)境條件下的施工。配件齊全,本公司提供有溝槽式卡箍接頭及齊全的各種規(guī)格管件,設(shè)計(jì)或施工中可根據(jù)需要進(jìn)行任意組合,不需要的復(fù)雜管網(wǎng)。維護(hù)簡單,安全可靠的產(chǎn)品質(zhì)量,只要安裝得當(dāng),管路都會一次試壓合格,安全運(yùn)行,日常無須維護(hù),零配件數(shù)十年無須更換。適用管材廣泛,溝槽式卡箍接頭可以用來連接各種無縫鋼管、鍍鋅鋼管、焊接鋼管、不銹鋼管、銅管等金屬管材。可實(shí)現(xiàn)管路的柔性連接,柔性溝槽式卡箍接頭連接的管路呈柔性系統(tǒng),能吸收管子因溫度變化產(chǎn)生的長度位移,允許管子有一定偏移角度,還具有減震作用。
現(xiàn)貨銷售處批發(fā)廠家_卓越服務(wù)")
熱軋工藝的主要制造方法,占無縫管產(chǎn)量的80%熱連軋管機(jī)組生產(chǎn)的品種和質(zhì)量水平除軋機(jī)本身的技術(shù)水平外,在很大程度上受冶煉和連鑄的制約,因此先進(jìn)的工藝流程應(yīng)該是指冶煉至管加工的完整流程。熱軋螺旋鋼管用連鑄板坯或初軋板坯作原料,經(jīng)步進(jìn)式加熱爐加熱,高壓水除鱗后進(jìn)入粗軋機(jī),粗軋料經(jīng)切頭、尾、再進(jìn)入精軋機(jī),實(shí)施計(jì)算機(jī) 控制軋制,終軋后即經(jīng)過層流冷卻和卷取機(jī)卷取、成為直發(fā)卷。直發(fā)卷的頭、尾往往呈舌狀及魚尾狀,厚度、 寬度精度較差,邊部常存在浪形、折邊、塔形等缺陷。其卷重較重、鋼卷內(nèi)徑為760mm。將直發(fā)卷經(jīng)切頭、切尾、切邊及多道次的矯直、平整等精整線處理后,再切板或重卷,即成為:熱軋鋼板、平整熱軋鋼卷、縱切帶等產(chǎn)品。熱軋精整卷若經(jīng)酸洗去除氧化皮并涂油后即成熱軋酸洗板卷。現(xiàn)貨銷售處批發(fā)廠家_卓越服務(wù)")
