


- 材質(zhì)
201,304,304H,316,316L,321,321S等
- 產(chǎn)地
齊全
- 規(guī)格
齊全
- 類型
圓管,方管
- 品牌
齊全
- 型號
齊全
- 可定制
是
新服務")
新服務")
新服務")
新服務")
自本世紀初發(fā)明不銹鋼以來,不銹鋼就把現(xiàn)代材料的形象和建筑應用中的卓越聲譽集于一身,使其競爭對手羨慕不已。不銹鋼不會產(chǎn)生腐蝕、點蝕、銹蝕或磨損。不銹鋼還是建筑用金屬材料中強度 的材料之一。由于不銹鋼具有良好的耐腐蝕性,所以它能使結(jié)構(gòu)部件 地保持工程設計的完整性。含鉻不銹鋼還集機械強度和高延伸性于一身,易于部件的加工制造,可滿足建筑師和結(jié)構(gòu)設計人員的需要。
不銹鋼為什么耐腐蝕?所有金屬都和大氣中的氧氣進行反應,在表面形成氧化膜。不幸的是,在普通碳鋼上形成的氧化鐵繼續(xù)進行氧化,使銹蝕不斷擴大,終形成孔洞。可以利用油漆或耐氧化的金屬(例如,鋅,鎳和鉻)進行電鍍來保證碳鋼表面,但是,正如人們所知道的那樣,這種保護僅是一種薄膜。如果保護層被破壞,下面的鋼便開始銹蝕。不銹鋼的耐腐蝕性取決于鉻,但是因為鉻是鋼的組成部分之一,所以保護方法不盡相同。
新服務")
在正常的火焰切割過程中,切割氧流相對垂直的割炬來說稍微偏后一個角度,其對應的偏移叫后拖量。速度過低時,沒有后拖量,工件下面割口處的火花束向切 割方向偏移。如提高割炬的運行速度,火花束就會向相反的方向偏移,當火花束與切割氧流平行時,就認為該切割速度正常。速度過高時,火花束明顯會后偏。這些 都是工人師傅從長期的實踐中不斷總結(jié)出來的。在鋼板火焰切割過程中,割嘴到被切工作表面的高度是決定切口質(zhì)量和切割速度的主要因素之一。不同厚度的鋼板,使用不同參數(shù)的割嘴,應調(diào)整相應的高度。為保證獲得高質(zhì)量的切口,割嘴到被割工件表面的高度,在整個切割過程中必須保持基本一致。 新服務")
磷脫氧銅管的工藝優(yōu)勢:
熔煉與鑄造工藝優(yōu)勢:使用工頻有芯感應電爐熔煉。高溫下純銅吸氣性強,熔煉時應盡量減少氣體來源,并使用經(jīng)煅燒過的木炭作熔劑,也可用磷做脫氧劑,澆鑄過程在氮氣保護或覆蓋煙灰下進行,鑄造溫度為1150-1180℃。
成形性能優(yōu)勢:有優(yōu)良的冷、熱加工性能,可以進行精沖、拉伸、墩鉚、擠壓、深沖、彎曲和旋壓等。熱加工溫度為800-900℃。
焊接性能優(yōu)勢:易于熔釬焊、氣體保護焊但不宜進行電阻對縫焊。
可切削性(HPb63-3的切削性為100%)/%:20
熔煉與鑄造工藝優(yōu)勢:使用公頻有芯感應電爐熔煉,原料選用Wcu>99.97%及Wzn
成形性能優(yōu)勢:有極好的冷、熱加工性能,能用各種傳統(tǒng)的加工工藝加工,如拉伸、壓延、擠壓、彎曲、沖壓、剪切、鐓煅、旋煅、滾花、纏繞、旋壓、螺紋軋制等。可鍛性幾好,為鍛造黃銅的65%,熱加工溫度為800-900℃。
焊接性能優(yōu)勢:易于熔焊、釬焊、氣體保護焊但不宜進行金屬弧焊和大多數(shù)電阻焊
可切削性(HPb63-3的切削性為100%)/%:20
新服務")
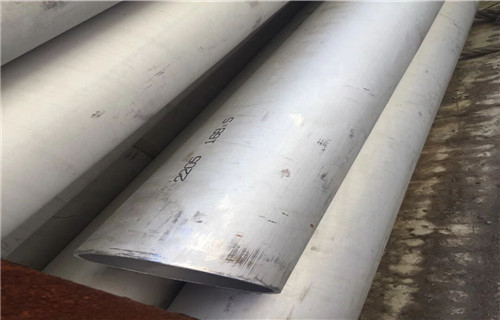
熱軋不銹鋼不銹鋼不銹鋼不銹鋼無縫管一般在自動軋管機組上生產(chǎn)。實心管坯經(jīng)檢查并清除表面缺陷,截成所需長度,在管坯穿孔端端面上定心,然后送往加熱爐加熱,在穿孔機上穿孔。在穿孔同時不斷旋轉(zhuǎn)和前進,在軋輥和頂頭的作用下,管坯內(nèi)部逐漸形成空腔,稱毛管。再送至自動軋管機上繼續(xù)軋制。 經(jīng)均整機均整壁厚,經(jīng)定徑機定徑,達到規(guī)格要求。利用連續(xù)式軋管機組生產(chǎn)熱軋不銹鋼無縫管是較先進的方法。
若欲獲得尺寸更小和質(zhì)量更好的不銹鋼不銹鋼不銹鋼不銹鋼無縫管,必須采用冷軋、冷拔或者兩者聯(lián)合的方法。冷軋通常在二輥式軋機上進行,無縫管在變斷面圓孔槽和不動的錐形頂頭所組成的環(huán)形孔型中軋制。冷拔通常在0.5~100T的單鏈式或雙鏈式冷拔機上進行;擠壓法即將加熱好的管坯放在密閉的擠壓圓筒內(nèi),穿孔棒與擠壓桿一起運動,使擠壓件從較小的模孔中擠出。此法可生產(chǎn)直徑較小的無縫管。
新服務")
