

- 材質
304 316 316L 321 304H 06CR13等材質
- 產地
齊全
- 規格
齊全
- 類型
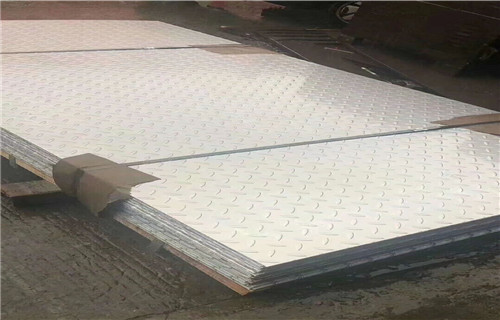
開平板 卷
- 可定制
是
- 是否現貨
現貨



焊管的冷卻方法是生產過程中比較重要的環節,操作是否正規,直接影響到成品的質量,一定不要忽視細小的操作步驟。鋼管廠每噸鋼材的燃料消耗取決于坯料的加熱時間、加熱制度、加爐的結構和產量、坯料的鋼種、斷面的尺寸以及坯料人爐時的溫等因素。對型鋼車間常用的連續式加熱爐而言,爐子的產量愈相對的燃料消耗愈少;反之,燃料消耗愈多。因此,螺旋鋼管廠提高軋機作率、提高力熱爐生產率是減少單位燃料消耗的重要途徑。另外,坯料斷面越加熱時間越短,爐子的各種熱損失愈少,燃料消耗也就愈少。型鋼車間的電能消耗主要用于驅動軋機的主電機和車間內各韋替助設備的電機生產用電以及照明用電。顯而易見,照明用電只胃電總量的很少部分。型鋼車間生產用水主要用于加熱爐冷卻、軋鋼機軋 冷卻、沖刷氧化鐵皮、熱剪或熱鋸的冷卻以及軋后控制冷卻。
黃銅管的優勢:(1)無氧銅管的優勢:無氧銅管具有高純度、優良的導電性、導熱性、冷熱加工性能和良好的焊接性能,無“氫病”或極少“氫病”。(2)純銅管的優勢:T2紫銅管的優勢:含微量雜質和氧,具有高的導電、導熱性,良好的耐腐蝕性和加工性能。T3紫銅管的優勢:含氧和雜質較多,具有較好的導電、導熱、耐腐濁性和加工性能。(3)磷脫氧銅管的優勢:工藝性能好,焊接性能好,冷彎性能好,普通無“氫病”,可在復原氛圍中運用,但不能在氧化氛圍中加工運用。紫銅管的工藝優勢:1、純銅管的工藝優勢:熔煉與鑄造工藝優勢:采用反射爐熔或工頻有芯感應爐熔煉;采用銅模或鐵模澆鑄,熔煉過程中應盡可能減少氣體來源,并運用經煅燒過的木炭作熔劑,也可用磷作脫氧劑。澆鑄過程在氮氣維護或掩蓋煙灰下停止,倡議鑄造溫度為1150-1230℃,線收縮率為2.1%.成形性能優勢:有極好的冷、熱加工性能,能用各種傳統的加工工藝加工,如拉伸、壓延、深沖、彎曲、精壓和旋壓等。熱加工時應控制加熱介質氛圍,使呈微氧化性。熱加工溫度為800-950℃。焊接性能優勢:易于錫焊、銅焊,也能停止氣體維護焊、閃光焊、電子束焊和氣焊,但不宜停止接觸點對焊和埋弧焊。可切削性(HPb63-3的切削性為100%)/%:


紫銅管與不銹鋼管的經濟,技術比較 價格因素 據市場調查,現在銅的原材料比以前漲了近 2 倍,不銹鋼漲了近 50%。3 年前,不銹鋼管 及管件事銅管及管件價格的 2 倍。現在就銅管及管件和不銹鋼管及管件本身價格相比,不銹鋼管比銅管價格便宜,但不銹鋼管件比銅管管件要貴得多,主要是不銹鋼管件的復雜加工程序和材質上的不科學使用,導致成本上升。 連接方式 美標銅管及配件均嚴格按照國際標準的技術要求制造,更是完全達到或超出標準要求,良好的裝配間隙控制,使得焊接施工省時,省力又能保證質量。不銹鋼銅管只能采用絲扣,卡壓或環壓的連接方式,但外形尺寸較大。此種連接方式運用于工程施工中,如暗裝于墊層中,由于其管材及配件外形尺寸較大,勢必需要增加墊層厚度,從而使土建成本加大,如暗埋于混凝土板,墻中,其接頭在混凝土施工中會由于震動等因素的影響而松動,出現漏水現象,從而造成不可彌補之損失。 熱水密封性能 由于銅管采用嵌入式焊接工藝,確保漢口和整個管道保持同一穩定性,而不銹鋼管采用機械連接,密封主要靠配件里面的密封膠圈。由于在熱水系統,隨著熱水長時間的運行,膠圈長時間的運行,膠圈也會老化,這樣就達不到密封效果,從而熱水系統很容易出現漏水現象。

