


- 材質(zhì)
Q235B Q345B
- 產(chǎn)地
日鋼 萊鋼 津西 包鋼 河北
- 規(guī)格
齊全
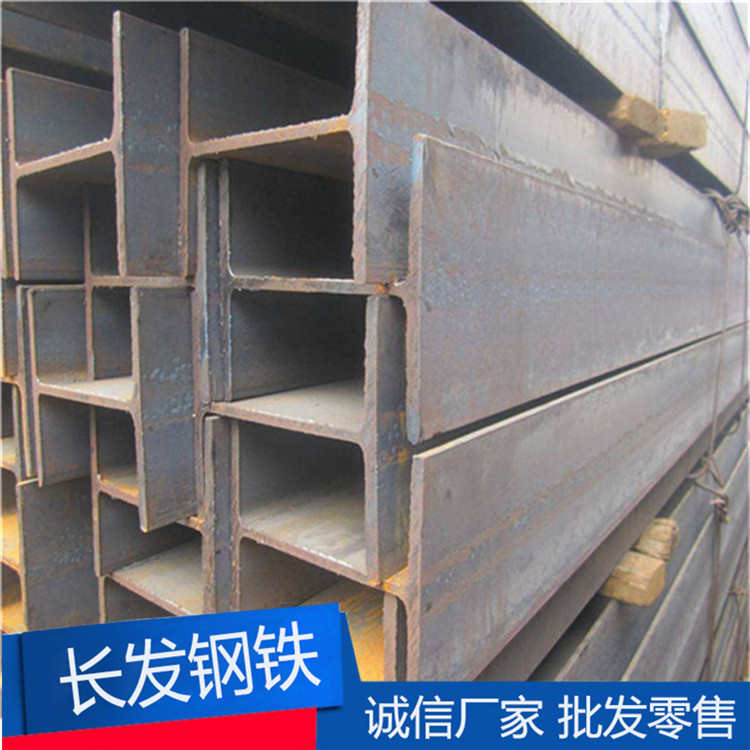
- 類型
H型鋼 鍍鋅H型鋼
- 品牌
山東長發(fā)鋼鐵


槽鋼通過對各規(guī)格槽鋼實(shí)際剪切質(zhì)量和剪切間隙進(jìn)行數(shù)據(jù)回歸分析,制定了每種規(guī)格的剪切間隙規(guī)范,具體為:63#槽鋼為0.20~0.30mm、80#槽鋼為0.20~0.35mm、100#槽鋼為0.25~0.35mm,120#槽鋼為0.25~0.40mm,并做出厚度為0.20~1.00mm的不同墊片。每次更換剪刃時,先測量間隙,再選擇相應(yīng)的墊片,確保剪切間隙控制在工藝要求范圍內(nèi)
槽鋼某鋼廠中400mm機(jī)組是以生產(chǎn)中號角鋼和槽鋼為主的型材機(jī)組,年產(chǎn)量65萬噸,其中槽鋼產(chǎn)品規(guī)格為638~1208,產(chǎn)量約占總產(chǎn)量的25%。成品槽鋼的分段作業(yè)采用1臺400t冷剪機(jī)進(jìn)行。槽鋼剪切質(zhì)量對后續(xù)工藝,特別是焊接質(zhì)量影響較大,若剪切斷口處存在塌肩、毛刺、撕裂、切斜等缺陷,則會使槽鋼對接時存在較大縫隙,影響焊接質(zhì)量,特別是強(qiáng)度指標(biāo),從而造成較大的安全隱患。
用這種方式軋制H型鋼,產(chǎn)品尺寸精度低,翼緣同腹板之間難成直角,成本高,規(guī)格少,軋制柱材用H型鋼極為困難,故使用者不多。
用軋機(jī)軋制H型鋼,軋件斷面可得到較均勻的延伸,翼緣內(nèi)外側(cè)軋輥表面的速度差較小,可減輕產(chǎn)品的內(nèi)應(yīng)力及外形上的缺陷。適當(dāng)改變軋機(jī)的水平輥和立輥的壓下量,便能獲得不同規(guī)格的H型鋼。軋機(jī)的軋輥外形,形狀簡單,壽命長,軋輥的消耗可大為減少。

由于其翼緣內(nèi)外側(cè)平行,緣端呈直角,便于拼裝組合成各種構(gòu)件,從而可節(jié)約焊接、鉚接工作量25%左右,能大大加快工程的建設(shè)速度,縮短工期。由于具有上述優(yōu)點(diǎn),H型鋼應(yīng)用廣泛,主要用于:各種民用和工業(yè)建筑結(jié)構(gòu);各種大跨度的工業(yè)廠房和現(xiàn)代化高層建筑,尤其是地震活動頻繁地區(qū)和高溫工作條件下的工業(yè)廠房;要求承載能力大、截面穩(wěn)定性好、跨度大的大型橋梁;重型設(shè)備;高速公路;艦船骨架;礦山支護(hù);地基處理和堤壩工程;各種機(jī)器構(gòu)件
H型鋼的產(chǎn)品標(biāo)準(zhǔn)分為英制系統(tǒng)和公制系統(tǒng)兩大類。美、英等國采用英制,中國、日本、德國和俄羅斯等國采用公制,盡管英制和公制使用的計(jì)量單位不同,但對H型鋼則大都用4個尺寸表示它們的規(guī)格,即:腹板高度h、翼緣寬度b、腹板厚度d和翼緣厚度t。盡管世界各國對H型鋼尺寸規(guī)格大小的表示方法不同。但所生產(chǎn)的產(chǎn)品尺寸規(guī)格范圍及尺寸公差相差不大。
H型鋼可用焊接或軋制兩種方法生產(chǎn)。焊接H型鋼是將厚度合適的帶鋼裁成合適的寬度,在連續(xù)式焊接機(jī)組上將翼緣和腹板焊接在一起。焊接H型鋼有金屬消耗大、不易保證產(chǎn)品性能均勻、尺寸規(guī)格受限制等缺點(diǎn)。因此,H型鋼以軋制方法生產(chǎn)為主。在現(xiàn)代化的軋鋼生產(chǎn)中,使用軋機(jī)軋制H型鋼。H型鋼的腹板在上下水平輥之間進(jìn)行軋制,翼緣則在水平輥側(cè)面和立輥之間同時軋制成形。

