


- 材質
6061,7075,LY12,6063,5083,5754,021鋁管,7A05鋁管,7475鋁方管,8011鋁方管管,8014無縫鋁管,8050鋁方管,3003鋁管,3A21鋁管,6A02鋁管,6082鋁方管,6005鋁管,2011鋁管,2017鋁管,2024鋁管,LY12鋁管,2A12鋁管,4045鋁管,4047鋁管,4043鋁管,4004鋁管,4032鋁
- 產地
齊全
- 規格
齊全
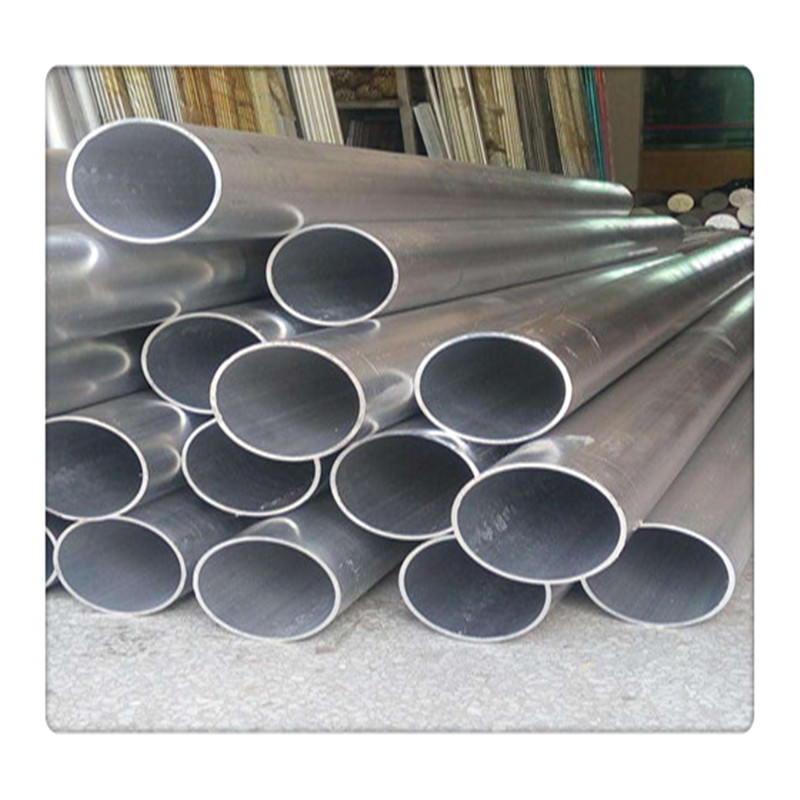
- 類型
圓管,方管,無縫圓管,矩管
- 品牌
齊全
- 型號
齊全
- 可定制
是






為什么不銹鋼無縫管有時候需要酸洗呢?首先大家要了解什么是酸洗:利用酸溶液去除鋼鐵表面上的氧化皮和銹蝕物的方法稱為酸洗。酸洗用酸有硫酸、鹽酸、磷酸、硝酸和混合酸等。
酸洗過程就是為了去除表面氧化皮,后經過潤滑處理(碳素鋼-磷皂化,不銹鋼-牛油石灰,銅鋁管-涂油),用老工藝-鍍銅),再進行拔制深加工。無縫管如果不酸洗、表面可能有氧化物和油污,磷化液核能無法將它們除去,磷化質量會降低。而且無縫管在制造過程中,經過多道工序后,如果稍微不注意,都會在無縫管表面留下傷痕,使零部件抗 腐蝕性能降低,直接影響使用壽命。
為提高無縫管抗腐蝕能力,延長產品使用壽命,因此對無縫管必須進行酸洗、鈍化表面處理,使表面形成一層保護膜。

規格和屈服強度的鋁合金片可由連續澆鑄之后的軋制。在的連鑄中,從鑄造中的金屬經過熱軋和溫制,然后盤繞(在溫度大約300攝氏度)接著被送往另一軋機,在不超過160攝氏度的溫度進行后的冷軋。為了精煉,在這里所要提到的一點是通常所指的熱軋是在溫度高于合金的再結晶溫度時實施的。
以便合金在軋輥型縫之間或在以后的線圈中自己退火再結晶。所述的冷軋通常意味著具有大量加工硬化率的工作軋輥以便在軋制期間或之后的合金既沒有重結晶也不會發生回復。中溫軋制在二者之間執行,以便沒有重結晶作用但是屈服強度由于恢復而大幅度。
對于鋁合金,熱軋溫度超過350攝氏度,冷軋溫度小于150攝氏度,中溫軋制在150和350攝氏度之間實施。不幸地是,上述的常規的中間卷繞是笨重和昂貴的,儲運需要一產品,其具有一個的微晶結構,以生產預期的屈服強度。
在美國 5,514,228中,在1996年5月7日公開一個同軸的連鑄,其中板片沒有經過中間圈繞而軋成后所需的規格。不過,在終的軋制之前還需要進一步的固溶處理,以便在后的卷繞之前板片進行連續地完全被退火。

多色調的表面處理以前的顏色的鋁板已經是不能一些設計師的需求了,為了使鋁板更好配合使用,就出現了各種顏色的處理,使鋁板的顏色變的更加的完善,重要的一點就是都是需要經過拋光氧化之后的處理,效果才是佳的。
保溫鋁卷冷卻時會出現彎曲現象,原因為:一般風冷的條件下,鋁卷的各個部位與空氣的換熱系數均持平,但因為壁厚或形狀不一樣,各部位的散熱速度不均衡,造成厚壁部或空心管的散熱速度比薄壁部慢,終造成保溫鋁卷冷卻時會出現向空心部位或壁厚較厚的部位曲折的現象。
保溫鋁卷彎曲原因及如下:保溫鋁卷薄壁部分溫度下降快,先產生收縮力,厚壁部分或空心管部分溫度下降慢,幾乎沒有收縮力;薄壁部分截面積較小,產生的收縮力較小,或被牽引機牽引力;保溫鋁卷離開牽。
現在很多的地方都會用到鋁卷,一些不太正規的保溫鋁卷廠家在運送產品的時候,可能會因為天氣、交通等外在原因鋁卷上有些污漬,用戶在使用保溫鋁卷的時候應該如何清理這些污漬呢相關操作人員先用大量清水進行板材的表面沖洗,將表層的污垢、灰塵等清洗干凈。

紫銅管的工藝優勢:
熔煉與鑄造工藝優勢:采用反射爐熔或工頻有芯感應爐熔煉;采用銅模或鐵模澆鑄,熔煉過程中應盡可能減少氣體來源,并使用經煅燒過的木炭作熔劑,也可用磷作脫氧劑。澆鑄過程在氮氣保護或覆蓋煙灰下進行,建議鑄造溫度為1150-1230℃,線收縮率為2.1%
成形性能優勢:有極好的冷、熱加工性能,能用各種傳統的加工工藝加工,如拉伸、壓延、深沖、彎曲、精壓和旋壓等。熱加工時應控制加熱介質氣氛,使呈微氧化性。熱加工溫度為800-950℃。
焊接性能優勢:易于錫焊、銅焊,也能進行氣體保護焊、閃光焊、電子束焊和氣焊,但不宜進行接觸點對焊和埋弧焊。
可切削性(HPb63-3的切削性為100%)/%:

