
- 材質
6061,7075,LY12,6063,5083,5754,021鋁管,7A05鋁管,7475鋁方管,8011鋁方管管,8014無縫鋁管,8050鋁方管,3003鋁管,3A21鋁管,6A02鋁管,6082鋁方管,6005鋁管,2011鋁管,2017鋁管,2024鋁管,LY12鋁管,2A12鋁管,4045鋁管,4047鋁管,4043鋁管,4004鋁管,4032鋁
- 產地
齊全
- 規格
齊全
- 類型
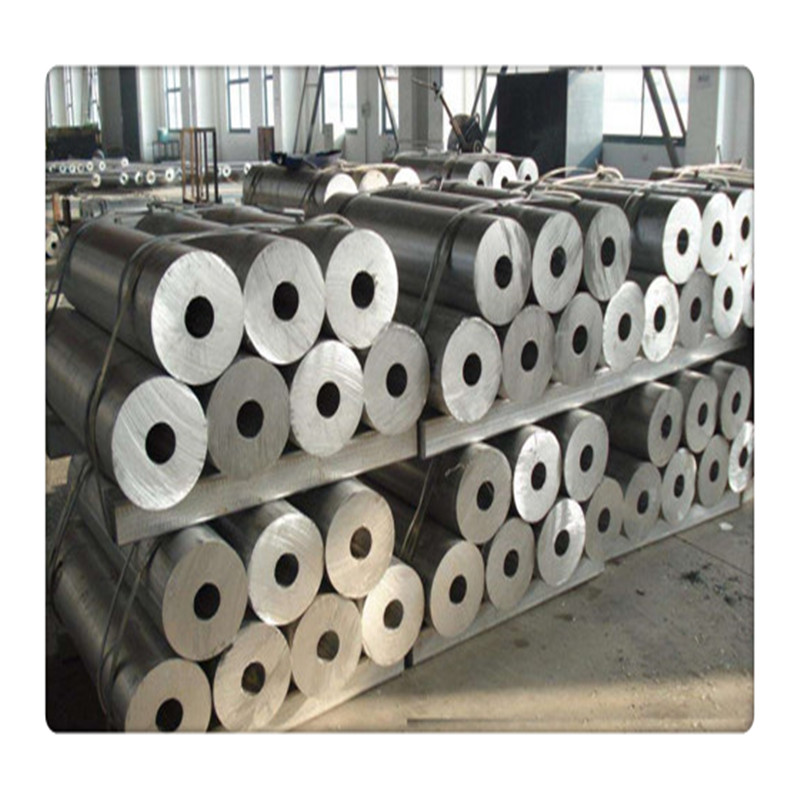
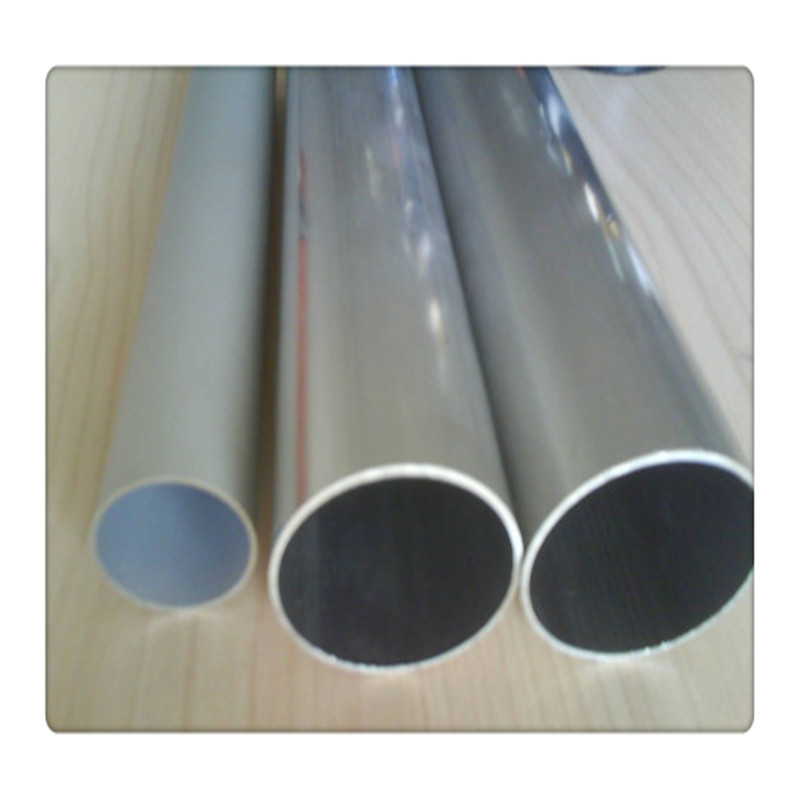
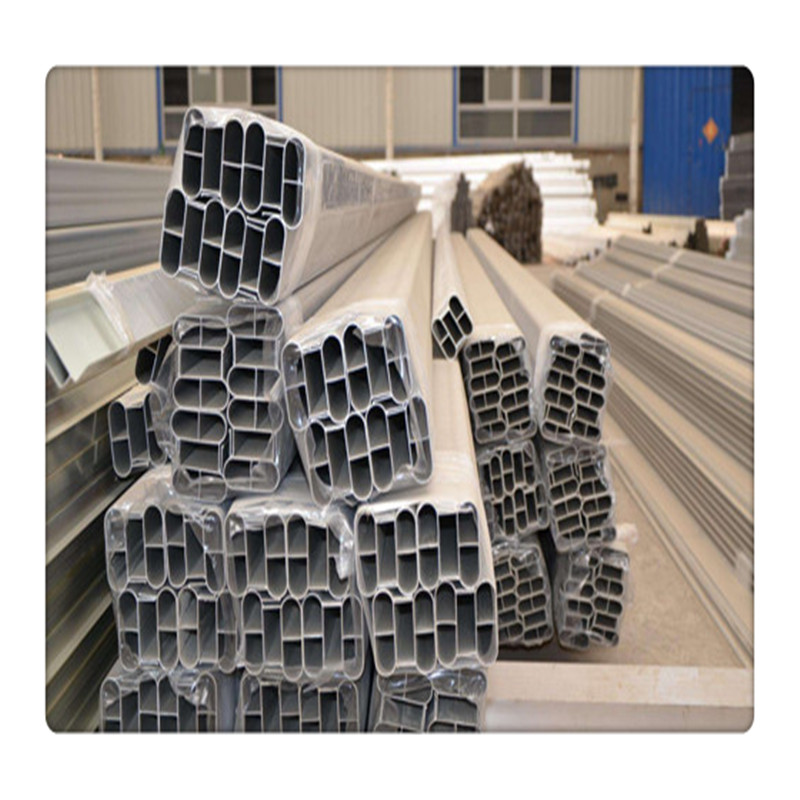
圓管,方管,無縫圓管,矩管
- 品牌
齊全
- 型號
齊全
- 可定制
是



和其它曝露于大氣中的材料一樣,不銹鋼也會臟,在雨水沖刷,人工沖洗和已臟表面之間還存在著一種相互關系。通過把相同的板條直接放在大氣中和放在有棚的地方確定了雨水沖刷的效果。人工沖洗的效果是通過人工用海綿沾上肥皂水每隔六個月擦洗每塊板條的右邊來確定的。結果發現,與放在有棚的地方和不被沖洗的地方的板條相比,通過雨水沖刷和人工擦洗去除表面的灰塵和淤積對表面情況有良好的作用。而且還發現,表面加工的狀況也有影響,表面平滑的板條比表面粗糙的板條效果要好。因此洗刷的間隔時間受多種因素影響,主要的影響因素是所要求的審美標準。雖然許多不銹鋼幕墻僅僅是在擦玻璃時才進行沖洗,但是,一般來講,用于外部的不銹鋼每年洗刷兩次。

無縫管內外表面不得有裂縫、折疊、龜裂、裂紋、軋折、離層和結疤缺陷存在,這些缺陷應完全清除掉(供機械加工用管除外),清除后不得使壁厚和外徑超過負偏差。凡不超過允許負偏差的其他輕微表面缺陷可不清除。直道允許深度。熱軋、熱擠壓無縫管、直徑小于和等于140mm的不大于公稱壁厚的5%, 深度不大于0.5mm;冷拔(軋)無縫管不大于公稱壁厚的4%, 深度不大于0.3mm。
熱軋(擠壓不銹鋼無縫管):圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記→入庫。軋制不銹鋼不銹鋼不銹鋼不銹鋼無縫管的原料是圓管坯,圓管胚要經過切割機的切割加工成長度約為1米的坯料,并經傳送帶送到熔爐內加熱。鋼坯被送入熔爐內加熱,溫度大約為1200攝氏度。燃料為氫氣或乙炔。爐內溫度控制是關鍵性的問題.圓管坯出爐后要經過壓力穿孔機進行穿空。一般較常見的穿孔機是錐形輥穿孔機,這種穿孔機生產效率高,產品質量好,穿孔擴徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機通過錐形鉆頭高速旋轉入鋼胚打孔,形成無縫管。無縫管內徑由定徑機鉆頭的外徑長度來確定。無縫管經定徑后,進入冷卻塔中,通過噴水冷卻,無縫管經冷卻后,就要被矯直。

直縫不銹鋼焊管怎樣控制質量好壞?坯料的穿孔溫度依據原料異樣而有所異樣。熱擴不銹鋼焊管但大都在1200℃左右,含碳量和其他合金元素較多時溫度要稍低一些。加熱操作第二個關鍵是盡量削減氧化皮數量。特別是在熱揉捏肘,熱擴不銹鋼焊管從東西壽數和揉捏管材的表面質量動身,懇求愈加嚴厲。在直縫不銹鋼焊管的出產過程中,由于首要加工是在熱狀態下進行的,故加熱操作是決議制品質量非常重要的工序。加熱用的熱風爐,依據它們的效果,分為加熱爐和再加熱爐兩種;前者用于將坯料從常溫加熱到加工溫度;后者用于在加工過程中將坯料再加熱到必需的加工溫度。加熱不妥將成為在管坯內表面或許外表面上呈現裂紋、折疊及偏疼等廢品的緣由。熱風爐的方式有許多種,但首要運用的是環形加熱爐。這種加熱爐具有環形的爐底,它可緩慢地轉變,坯料從入口處沿著爐底的直徑方向裝入,反轉一用到出口處之的就可加熱和均熱到所規則溫度的一種爐子。這種加熱操作的關鍵在于將坯料均勻加熱到適于加工的溫度。由于穿孔對質量影響很大,也就是說,彎管加工時的溫度是影響質量的重要條件,所以一般要對穿孔加工時的坯料溫度進行操控。

無縫方矩管在空氣中,由于加熱而形成的氧化物可能對抗點腐蝕性能有重大影響。由顯微組織熱鍍鋅不銹鋼方管對合金抗點腐蝕性能起著重要作用。各種相,如硫化物夾雜、3鐵素體。相、敏化的晶界以及焊縫等都可能對鋼的抗點腐蝕性能具有決定性的影響,它們都是發生點腐蝕敏感的部位。這對顯微組織較為復雜的鑄造無縫方矩管以及顯微組織對熱處理工藝十分敏感的馬氏體型無縫方矩管來說,點腐蝕與組成相的關系就更為密切。需要指出的是,含的復合硫化錳夾雜是點腐蝕更敏感的部位。因此,在冶煉無縫方矩管時,應避免采用鋁脫氧劑。
焊接所產生的氧化膜對合金在烈性氯化物溶液中的抗點腐蝕性能可能是不利的。鈍化處理的主要作用是溶解無縫方矩管表面的夾雜物和沾染物,使之潔凈,它還可去掉表面的硫化錳夾雜,這種夾雜可能成為點腐蝕的萌生源、從而改善無縫方矩管的抗點腐蝕性能。需要注意的是,無縫方矩管在鈍化處理后應用氫氧化鈉溶液清洗。
