



- 材質
45#無縫鋼管
- 產地
山東
- 規格
121*14 89*14 102*12等
- 類型
45#無縫鋼管
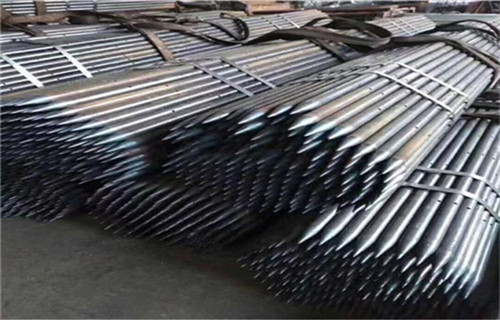
- 顏色
淡紅色或類似生鐵的顏色
- 品牌
惠榮特鋼
- 類型
根據客戶需求定做
- 可定制
是





工藝流程
一般的無縫鋼管的生產工藝可以分為冷拔與熱軋兩種,冷軋無縫鋼管的生產流程一般要比熱軋要復雜,管坯首先要進行三輥連軋,擠壓后要進行定徑測試,如果表面沒有響應裂紋后圓管要經過割機進行切割,切割成長度約一米的坯料。然后進入退火流程,退火要用酸性液體進行酸洗,酸洗時要注意表面是否有大量的起泡產生,如果有大量的起泡產生說明鋼管的質量達不到響應的標準。外觀上冷軋無縫鋼管要短于熱軋無縫鋼管,冷軋無縫鋼管的壁厚一般比熱軋無縫鋼管要小,但是表面看起來比厚壁無縫鋼管更加明亮,表面沒有太多的粗糙,口徑也沒有太多的毛刺。 熱軋無縫鋼管的交貨狀態一般是熱軋狀態經過熱處理后進行交貨。熱軋無縫鋼管在經過質檢后要經過工作人員的嚴格的手工挑選,在質檢后要進行表面涂油,然后緊接著是多次的冷拔實驗,熱軋處理后要進行穿孔的實驗,如果穿孔擴徑過大就要進行矯直矯正。在矯直后再由傳送裝置傳送到探傷機進行探傷實驗,后貼上標簽、進行規格編排后放置到到倉庫當中。

大口徑厚壁管分熱軋和冷軋(撥)無縫鋼管兩類。
熱軋無縫鋼管分一般鋼管,低、中壓鍋爐鋼管,高壓鍋爐鋼管、合金鋼管、不銹鋼管、石油裂化管、地質鋼管和其它鋼管等。
冷軋(撥)無縫鋼管除分一般鋼管、低中壓鍋爐鋼管、高壓鍋爐鋼管、合金鋼管、不銹鋼管、石油裂化管、其它鋼管外,還包括碳素薄壁鋼管、合金薄壁鋼管、不銹薄壁鋼管、異型鋼管。熱軋無縫管外徑一般大于 32mm,壁厚2.5-75mm,冷軋無縫鋼管處徑可以到6mm,壁厚可到0.25mm,薄壁管外徑可到5mm,壁厚小于0.25mm,冷軋比熱軋尺寸精度高。
一般用無縫鋼管:是用10#、20#、30#、35#、45#等優質碳結鋼16Mn、5MnV等低合金結構鋼或40Cr、30CrMnSi、45Mn2、40MnB等合金鋼熱軋或冷軋制成的。10號、20號等低碳鋼制造的無縫管主要用于流體輸送管道。45、40Cr等中碳鋼制成的無縫管用來制造機械零件,如汽車、拖拉機的受力零件。一般用無縫鋼管要保證強度和壓扁試驗。熱軋鋼管以熱軋狀態或熱處理狀態交貨;冷軋以熱處理狀態交貨。
壓漿管安裝
壓漿管隨鋼筋籠一起下放,與鋼筋籠的主筋點焊并綁扎緊密。每根樁的樁底設 2根壓漿管(樁徑不大于1200mm的樁,宜沿鋼筋籠圓周對稱設置2根壓漿導管;樁徑大于1200mm的樁,宜對稱設置3根壓漿導管,具體根據設置要求來定)。根據地質和承載力要求,為加強注漿效果,需要設置樁側注漿。樁側注漿按要求設置樁側注漿的位置和數量,一般從樁底向上8米至12米處設置,截面間距宜在8米左右。壓漿管之間采用絲扣連接,避免焊接。壓漿管底部宜伸出鋼筋籠 15cm以上。

35CrMo 40Cr 42CrMo調質硬度標準要求
標準(國標或部標)上所規定的材料調質硬度,應當是材料達到的基本的調質硬度值.而你的產品經過一系列熱加工,調質熱處理,硬度一般應當達到這個標準要求。
如果供求雙方另有技術協議,則可按此協議執行,協議規定的硬度值可以與標準稍有偏差,度設計怎么會有標準,完全是根據零件的受力需要來設計的。


