



- 材質
6061,7075,LY12,6063,5083,5754,021鋁管,7A05鋁管,7475鋁方管,8011鋁方管管,8014無縫鋁管,8050鋁方管,3003鋁管,3A21鋁管,6A02鋁管,6082鋁方管,6005鋁管,2011鋁管,2017鋁管,2024鋁管,LY12鋁管,2A12鋁管,4045鋁管,4047鋁管,4043鋁管,4004鋁管,4032鋁
- 產地
齊全
- 規格
齊全
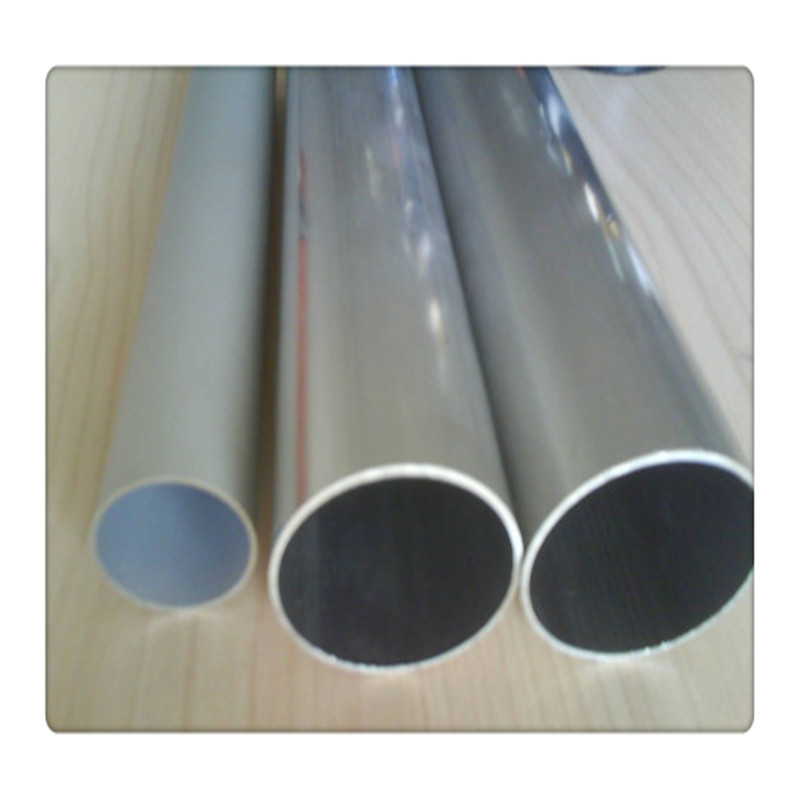
- 類型
圓管,方管,無縫圓管,矩管
- 品牌
齊全
- 型號
齊全
- 可定制
是




低溫腐蝕是發生在鍋爐尾部受熱面(省煤器、空預器)的硫酸腐蝕,因為尾部受熱面區段的煙氣和管壁溫度較低,所以稱為低溫腐蝕。低溫腐蝕的形成:燃料中的硫燃燒生成二氧化硫(S+O2=SO2),二氧化硫在催化劑的作用下進一步氧化生成三氧化硫(2SO2+O2=2SO3),SO3與煙氣中的水蒸汽生成硫酸蒸汽(SO3+H2O=H2SO4)。硫酸蒸汽的存在使煙氣的露點顯著升高。由于空預器中空氣的溫度較低,預熱器區段的煙氣溫度不高,壁溫常低于煙氣露點,這樣硫酸蒸汽就會凝結在空預器受熱面上,造成硫酸腐蝕。低溫腐蝕常發生在空預器上,但是當燃料中含硫量較高、過剩空氣系數較大,煙氣中SO3含量較高,酸露點升高,并且給水溫度較低(汽機高加停用)時,省煤器管也有可能發生低溫腐蝕。

許多種表面加工一直是采用編號或其它分類方法表示、它們都被編入了有關的標準中,比如:英國標準BS1449和美國鋼鐵協會不銹鋼生產者委員會標準。軋制表面加工板材和帶材有三種基本的軋制表面加工,它們是通過板材和帶材的生產工藝表示的。經過熱軋、退火、酸洗和除鱗。處理后的不銹鋼板表面是一種黯淡表面,有點粗糙。比N0.1不銹鋼板表面加工好,也是黯淡表面。經過冷軋、退火、除鱗, 用毛面輥輕軋。這是建筑應用中常用的,除在退火和除鱗后用拋光輥進行 一道輕度冷軋外,其它不銹鋼板工藝與2D相同,表面略有些發光,可以進行拋光處理。光亮退火:這是一種反射性表面,經過拋光輥軋制并在可控氣氛中進行終退火。光亮退火仍保持其反射表面,而且不產生氧化皮。由于光亮退火過程中不發生氧化反應,所以,不需要再進行酸洗和鈍化處理。.拋光表面加工由3A和3B表示。表面經過均勻地研磨,磨料粒度為80~100。毛面拋光,表面有均勻的直紋,通常是用粒度為180~200的砂帶在2A或2B不銹鋼板上一次拋磨而成。

不銹鋼焊管長期使用之后是難免會出現一些問題,據螺旋鋼管生產廠家的經驗來說,螺旋鋼管使用的地方很多,所以當出現問題之后我們如何進行修復呢?一般來說螺旋鋼管出現多的問題就是脫碳現象,如果嚴重的話,可能會造成表面的受損,嚴重影響到使用的壽命,所以說我們需要及時的進行修復。其實修復的方法是比較簡單的,主要就是使用焊接的方法進行,但是焊接不是隨意進行的,需要根據操作的步驟進行才可以。首先需要對螺旋鋼管的表面污漬以及滲透出來的碳層進行清潔,清理干凈之后就需要調節好焊接的溫度。之后就可以進行焊接了,好采用手工焊接的方式進行,這樣才可以達到修復的效果,千萬不要使用機器進行,不然會影響到聚氨酯保溫管焊接的效果。任何東西在使用過程中都需要保養,這樣才能使用的更長久,螺旋鋼管也不例外,不要想著壞了再修復,那是沒辦法的事,在使用過程中就要注意,這樣不僅避免麻煩也能延長產品的使用壽命。
不銹鋼方管的成型方法:實彎,顧名思義是壓實了彎折,實彎時內外輥與管坯內外壁雙向壓實。實彎的優點是反彈小,成型準確,而且只要輥型準確,內角成型的R比較準確。實彎的缺點是有拉伸/減薄效應。,實彎會使彎折處產生拉伸,拉伸效應使彎折線縱向的長度縮短; 第二,實彎彎折處金屬會因拉伸而變薄。
不銹鋼方管的成型方法:空彎,空彎是通過外輥與管坯外壁的單向接觸形成彎矩使帶料彎折,空彎會使彎折線產生壓縮,壓縮效應使彎折線縱向伸長,彎折處金屬出現堆積變厚,這就是空彎的壓縮/增厚效應。空彎的優點是可以在無法進行實彎時進行邊長的彎折,比如方矩管的上邊/側邊同步彎折和精整。空彎還可以彎折R<0.2t的內角而不致管壁發生斷裂。空彎的缺點是在上邊/側邊同步空彎時,由于上輥和下輥同時產生壓力,成型力容易超越臨界點,造成邊部失穩內凹,并且也會影響到機組穩定運行和成型質量。這也是方矩管和圓管空彎成型時不同的特點。
