

- 材質
6061,7075,LY12,6063,5083,5754,021鋁管,7A05鋁管,7475鋁方管,8011鋁方管管,8014無縫鋁管,8050鋁方管,3003鋁管,3A21鋁管,6A02鋁管,6082鋁方管,6005鋁管,2011鋁管,2017鋁管,2024鋁管,LY12鋁管,2A12鋁管,4045鋁管,4047鋁管,4043鋁管,4004鋁管,4032鋁
- 產地
齊全
- 規格
齊全
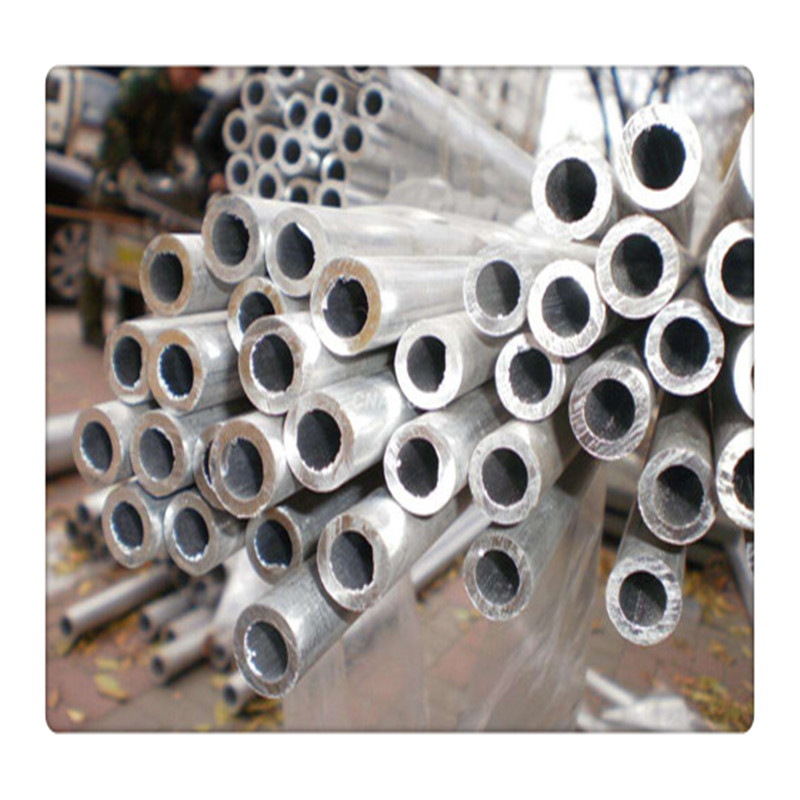
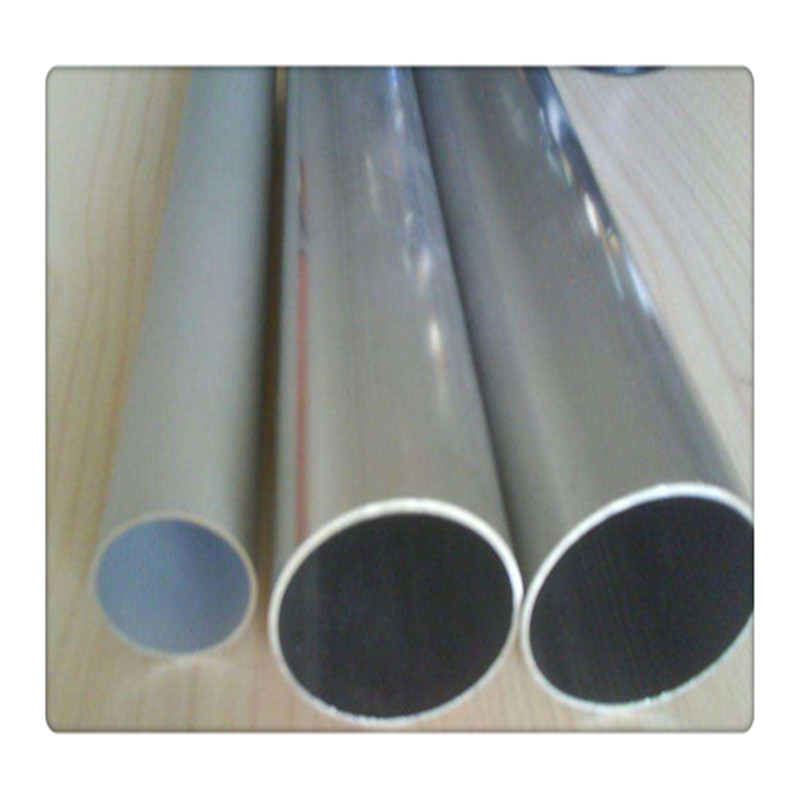
- 類型
圓管,方管,無縫圓管,矩管
- 品牌
齊全
- 型號
齊全
- 可定制
是

焊管的冷卻方法是生產過程中比較重要的環節,操作是否正規,直接影響到成品的質量,一定不要忽視細小的操作步驟。鋼管廠每噸鋼材的燃料消耗取決于坯料的加熱時間、加熱制度、加爐的結構和產量、坯料的鋼種、斷面的尺寸以及坯料人爐時的溫等因素。對型鋼車間常用的連續式加熱爐而言,爐子的產量愈相對的燃料消耗愈少;反之,燃料消耗愈多。因此,螺旋鋼管廠提高軋機作率、提高力熱爐生產率是減少單位燃料消耗的重要途徑。另外,坯料斷面越加熱時間越短,爐子的各種熱損失愈少,燃料消耗也就愈少。型鋼車間的電能消耗主要用于驅動軋機的主電機和車間內各韋替助設備的電機生產用電以及照明用電。顯而易見,照明用電只胃電總量的很少部分。型鋼車間生產用水主要用于加熱爐冷卻、軋鋼機軋 冷卻、沖刷氧化鐵皮、熱剪或熱鋸的冷卻以及軋后控制冷卻。
要防止不銹鋼方管出現熱裂故障,我們可以根據管件結構、大小、長寬、厚薄等,設計正確合理的澆注系統結構和設置部位。在冷凝線收縮過程中,保證溫差平衡,順序凝固,使不銹鋼方管件正常自由收縮。根據泥芯結構,制作芯骨結構,要有一定的剛度和一定的吃砂量。一般泥芯中的芯骨吃砂量為20-30mm。如泥芯直徑為Φ400mm、芯骨直徑為Φ340-360mm。較大的泥芯吃砂量為50-80mm,泥芯制好后插長鐵釘加固。提高不銹鋼方管的力學性能,爐料按比例過秤配料,嚴格控制鐵水中的化學成分,盡量降低有害元素含量,如硫、磷。根據不銹鋼方管結構,設計合理的砂箱結構和剛度,保證有一定的吃砂量。砂箱放置木模上后,四周吃砂量要相等,箱擋不能靠近法蘭或凸起部位,要有一定的距離。必要時澆注后,可將法蘭部位或凸起部位和澆冒口處的型砂挖掉,使鑄件正常自由收縮。型腔分型面不允許有批縫,但型腔邊緣允許刮有一定的批縫,沒有批縫合箱后就會壓崩型腔。批縫是根據鑄件結構、大小來確定的,一般修刮批縫為0.5-1mm或2-3mm,大件不超過5mm。在編制工藝發現結構設計不合理時,應及時修改,防止不銹鋼方管件炸裂和產生其他缺陷。管件開箱不能過早或高溫清鏟不能澆水。一般在泥芯砂中加入鋸末屑3%-4%、老煤粉3%-5%、膨潤土2%-3%及其他黏土,有較好的退讓性和出砂性。

304不銹鋼表面質量的好壞,主要決定于熱處理后的酸洗工序,如果前一道熱處理工序所形成的表面氧化皮厚,或組織不均勻,則用酸洗并不能改善表面光潔度和均勻性。所以要充分重視熱處理的加熱或熱處理前的表面清理。
如果不銹鋼板的表面氧化皮厚度不均勻,厚的地方和薄的地方下面的基體金屬表面光潔度也不同,面且酸洗時表面氧化皮的溶解與氧化皮附著部位的基體金屬被酸的侵蝕程度不同,所以,鋼板表面就不均勻。因此,在熱處理加熱時,必須使之均勻地形成氧化皮。要達到這一要求,必須注意以下問題:
不銹鋼板如果在加熱時工件表面附著油,油附著部位的氧化皮厚度和其他部分的氧化皮厚度和組成就不同,而且會產生滲碳。氧化皮下基體金屬被滲碳的部分將嚴重地受到酸的侵蝕。重油燒嘴初燃燒時所噴出的油滴,若附著在工件上,影響也很大。操作人員的指紋附著在工件上時也會有影響。所以,操作人員不要用手直接觸摸不銹鋼件,不要使工件沾上新的油污。必須戴清潔的手套操作。
利用焊劑進行焊接的工藝有手工焊,帶焊劑芯電弧焊和埋弧焊,這些焊接工藝都會在表面留下細小的焊劑顆粒,普通的清理方法無法將它們清除掉。這此顆粒將是縫隙腐蝕的腐蝕源,必須采用機械清理方法去除這些殘留焊劑。
焊接缺陷如:咬邊、未焊透、密集氣孔和裂紋不僅降低接頭的牢固性,而且還會成為縫隙腐蝕的腐蝕源。改善這種結果進行清理操作時,它們還會夾帶固體顆粒。這些缺陷可通過重新焊接或修磨后重焊進行修補。
撕掉膠帶和保護紙時,粘合劑總有一部分殘留在不銹鋼表面。如果粘全劑還沒硬,可以用有機熔劑去除。但是,當曝露在光和/或空氣中時,粘全劑變硬,形成縫隙腐蝕的腐蝕源。然后需要用細磨料進行機械清理

