

- 材質(zhì)
6061,7075,LY12,6063,5083,5754,021鋁管,7A05鋁管,7475鋁方管,8011鋁方管管,8014無(wú)縫鋁管,8050鋁方管,3003鋁管,3A21鋁管,6A02鋁管,6082鋁方管,6005鋁管,2011鋁管,2017鋁管,2024鋁管,LY12鋁管,2A12鋁管,4045鋁管,4047鋁管,4043鋁管,4004鋁管,4032鋁
- 產(chǎn)地
齊全
- 規(guī)格
齊全
- 類(lèi)型
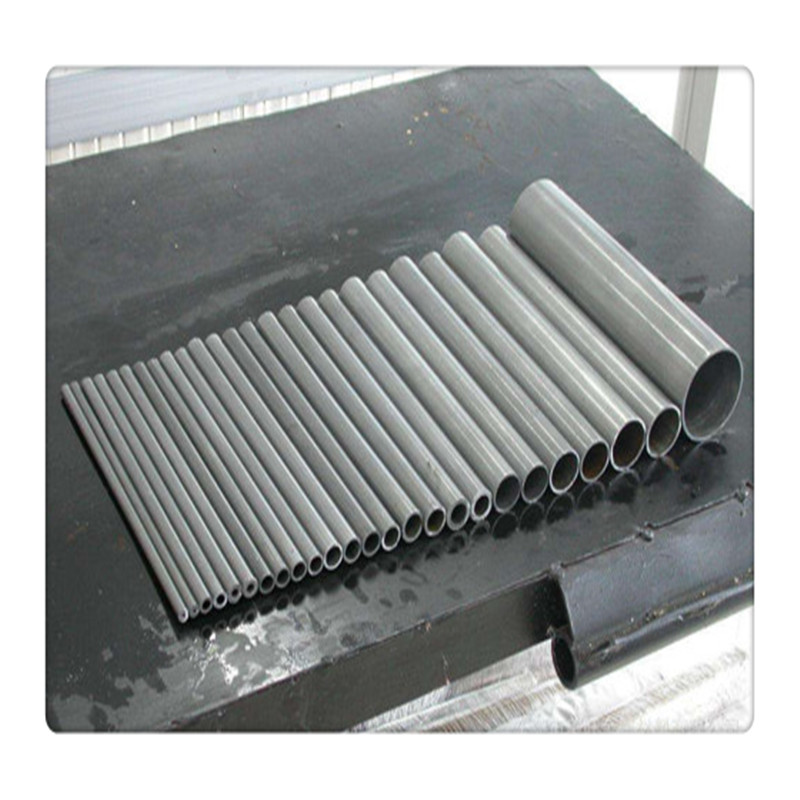
圓管,方管,無(wú)縫圓管,矩管
- 品牌
齊全
- 型號(hào)
齊全
- 可定制
是
高耐磨鋁管廠(chǎng)家及報(bào)價(jià)")
高耐磨鋁管廠(chǎng)家及報(bào)價(jià)")
高耐磨鋁管廠(chǎng)家及報(bào)價(jià)")
高耐磨鋁管廠(chǎng)家及報(bào)價(jià)")
高耐磨鋁管廠(chǎng)家及報(bào)價(jià)")
不銹鋼花紋板廠(chǎng)家提供304不銹鋼花紋板、321不銹鋼花紋板等。
在惰性氣體Ar的保護(hù)下,焊絲中的Al、Ti和Nb等元素不發(fā)生燒損而大部分過(guò)渡到焊縫金屬中。高鉻鐵素體耐熱鋼焊絲推薦采用美國(guó)AWSA5.9/A5.9M:2006焊絲標(biāo)準(zhǔn)中規(guī)定的三種高鉻合金鋼焊絲。
熱軋304不銹鋼花紋板規(guī)格:厚度:0.1mm-28.0mm 寬度可切割 材質(zhì):SUS310S、310、316。
列人我國(guó) 標(biāo)準(zhǔn)(GB/T983--1995)的鐵素體耐熱鋼焊條只有兩種,201不銹鋼花紋板即E430-16(G302)和E430-15(G307),適用于ω(C)17%以下的各種高鉻鐵素體耐熱鋼。
奧氏體耐熱鋼焊接填充材料的選擇首先要保證焊縫的致密性,無(wú)裂紋和氣孔等缺陷。同時(shí)應(yīng)使焊縫金屬的熱強(qiáng)性基本與母材等強(qiáng)。
這就要求其合金成分大致與母材成分匹配。其次應(yīng)考慮焊縫金屬內(nèi)鐵素體含量的控制,對(duì)于長(zhǎng)期在高溫下運(yùn)行的奧氏體鋼焊件,201不銹鋼花紋板焊縫金屬內(nèi)鐵素體的體積分?jǐn)?shù)不應(yīng)超過(guò)5%。
在眾多高品質(zhì)的管道材料中,不銹鋼無(wú)縫管是為值得一提的一種,這種類(lèi)型的管道材料不但具有鮮明的市場(chǎng)優(yōu)勢(shì),同時(shí),能夠被應(yīng)用的領(lǐng)域也是非常多的。這種典型的中空截面管道材料,不但能運(yùn)輸各種流體,同時(shí),還能作為運(yùn)輸石油和天然氣的介質(zhì),總體上看,這類(lèi)型管道材料的優(yōu)勢(shì)是非常明顯的,也正是因?yàn)槿绱耍讳P鋼無(wú)縫管的市場(chǎng)占有率才會(huì)不斷加大,成為一種兼具實(shí)用性與集約性的管道材料。從更為長(zhǎng)遠(yuǎn)的角度來(lái)看,不銹鋼無(wú)縫管的未來(lái)發(fā)展空間也是很好的,因?yàn)檫m用的方向很廣,所以,不銹鋼無(wú)縫管的未來(lái)發(fā)展趨勢(shì)可謂是一片大好,不但在多個(gè)領(lǐng)域中得到了認(rèn)可,同時(shí),不銹鋼無(wú)縫管的性?xún)r(jià)比也是很高的,真是因?yàn)槎喾矫娴膬?yōu)勢(shì),才讓這種管道材料能夠擁有如此高的市場(chǎng)價(jià)值,獲得更好的發(fā)展機(jī)會(huì)。
現(xiàn)在生產(chǎn)的不銹鋼無(wú)縫管,多是采用的熱軋技術(shù),因?yàn)闇囟雀撸?高耐磨鋁管廠(chǎng)家及報(bào)價(jià)")
直縫不銹鋼焊管和螺旋不銹鋼焊管都是焊接鋼管的一種,它們?cè)趪?guó)民生產(chǎn)建設(shè)中應(yīng)用廣泛,直縫不銹鋼焊管和螺旋不銹鋼焊管因生產(chǎn)工藝不同因此具有許多不同之處,下面具體討論下直縫不銹鋼焊管和螺旋不銹鋼焊管的區(qū)別。直縫不銹鋼焊管生產(chǎn)工藝相對(duì)簡(jiǎn)單,主要生產(chǎn)工藝有高頻焊直縫不銹鋼焊管和埋弧焊直縫不銹鋼焊管,直縫管生產(chǎn)效率高,成本低,發(fā)展較快。螺旋不銹鋼焊管的強(qiáng)度一般比直縫不銹鋼焊管高,主要生產(chǎn)工藝是埋弧焊,螺旋不銹鋼焊管能用同樣寬度的坯料生產(chǎn)管徑不同的不銹鋼焊管,還可以用較窄的坯料生產(chǎn)管徑較大的不銹鋼焊管。螺旋不銹鋼焊管與相同長(zhǎng)度的直縫管相比,焊縫長(zhǎng)度增加30~100%,而且生產(chǎn)速度較低。因此,較小口徑的不銹鋼焊管大都采用直縫焊,大口徑不銹鋼焊管則大多采用螺旋焊。在業(yè)內(nèi)生產(chǎn)較大口徑直縫不銹鋼焊管時(shí)會(huì)使用丁字焊技術(shù),即將一段段短的直縫不銹鋼焊管再進(jìn)行對(duì)接,接成符合工程需要的長(zhǎng)度,丁字焊直縫不銹鋼焊管缺陷的機(jī)率也大大提高,而且丁字焊縫處的焊接殘余應(yīng)力較大,焊縫金屬往往處于三向應(yīng)力狀態(tài),增加了產(chǎn)生裂紋的可能性。
高耐磨鋁管廠(chǎng)家及報(bào)價(jià)")
高耐磨鋁管廠(chǎng)家及報(bào)價(jià)")
