


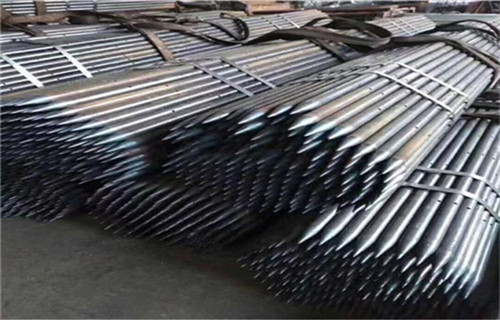

- 材質
45#無縫鋼管
- 產地
山東
- 規格
121*14 89*14 102*12等
- 類型
45#無縫鋼管
- 顏色
淡紅色或類似生鐵的顏色
- 品牌
惠榮特鋼
- 類型
根據客戶需求定做
- 可定制
是






工藝流程
一、注漿管安裝關鍵施工工藝流程:臺模加工、安裝一注漿管加工一彈簧鋼筋骨架、網片綁扎一注漿管及安裝預埋預留一側模安裝一工序驗收一混凝土澆筑一混凝土養萬方數據厚為確保臺模的整度,鋼板接縫焊縫應均勻。
1.每塊臺模就位時將蒸汽探頭等敷設在臺摸底部,安裝就位后調整靠模。根據實際需求安裝1200m兩側成型好的鋼筋應進行升類擺放井做好標識。
2.注漿連接鋼筋a徑小于等于16時,連接鋼筋a徑大于16。
3.根據構件,將彈簧骨架注漿管切割下料。切割面必頒平繁、無毛刺。其平段長度必須≥連接鋼筋措接、注漿管彎曲過程中不褂小現注漿管內徑壓輔、裂隙等現象注紫m與fl裝忤成45-56.
二、彈簧鋼筋骨架注漿管按照構件施剛綁扎鋼筋骨架鋼筋竹架、綁扎成荊后臆堆放在規需吊運至臺橫。鋼筋綁扎過程應嚴格按艦托進行質壁控制同時做好成品圍護
三、注裝管投安駐頂留預埋
注漿符頂埋在模板進行,
四、倒模安裝樓梯、構件側模等盡可能使用增加模板周轉率。根據設計尺寸.模板使用剪板機、折邊機.訓剖機等進行切剖,下料標準進行鋼筋隱蔽、橫板等對于驗收不合格的進行整政至符合施工技術混凝土澆筑

【2】熱處理設備采用油冷
風機冷卻、熱交換器冷卻、淬火油槽冷卻等所有需冷卻的裝置,全部采用油封式自冷,全面取代水冷循環系統,整個熱處理爐不用任何冷卻水。例如,熱風循環風機冷卻:將原水冷套進出水管改用油管引出,接近風機處放一個直徑為102mm的小油箱,油冷卻系統全封閉,當風機軸承有熱量增加時,被加熱的油比重小,自然向上浮起,引起油自然循環。在小油箱存油量和自然散熱的情況下,熱油被冷卻后又加入循環,達到在不耗油又不需要動力的條件下完全取代水冷。淬火油槽板式換熱器中的水換成冷卻油,冷卻油受到熱油的熱交換而被升溫,油比重的變化引起冷卻油的自身循環,在爐頂的油箱外加上散熱片,配合風扇的作用,達到全油冷的效果,節約大量的冷卻水。
【3】滲氮爐上采用氫探頭
德國的Ipsen公司已應用氫探頭和相應的技術測控滲氮爐內的氮勢,以對滲氮的爐氣氛進行調節和控制,實現滲氮爐的現代化。
【4】燃氣輻射管
使用天然氣加熱。燃氣加熱技術和裝備在歐洲已十分成熟,天然氣燒嘴已有標準系列,由專業燒嘴廠制造供應,并將燃氣輻射管的內管由不銹鋼換成陶瓷,延長使用壽命并提高功率。天然氣加熱提高能源利用率,降低生產成本。
石油套管是石油鉆探用重要器材,其主要器材還包括鉆桿、巖心管和套管、鉆鋌及小口徑鉆進用鋼管等。國產套管以地質鉆探用鋼經熱軋或冷拔制成,鋼號用“地質”(DZ)表示,常用的套管鋼級有DZ40、DZ55、DZ753種。
1.用途
用于石油井鉆探。
2.種類
按SY/T6194-96“石油套管”分短螺紋套管及其接箍和長螺紋套管及其接箍兩種。
3.規格及外觀質量
(1)國產套管按SY/T6194-96規定,套管長度不定尺,其范圍8-13m。但不短于6m的套管可以提供,其數量不得超過20%。
(2)套管的內外表面不得有折疊、發紋、離層、裂紋、軋折和結疤。這些缺陷應完全清除掉,清除深度不得超過公稱壁厚的12.5%。
(3)接箍外表面不得有折疊、發紋、離層、裂紋、軋折、結疤等缺陷。
(4)套管及接箍螺紋表面應光滑,不允許有毛刺、撕破及足以使螺紋中斷影響強度和緊密連接的其他缺陷。
石油裂化管:用于石油煉廠的爐管、熱交換器管和管道用無縫管。常用優質碳素鋼(10、20)、合金鋼(12CrMo、15CrMo)、耐熱鋼(12Cr2Mo、15Cr5Mo)、不銹鋼(1Cr18Ni9、1Cr18Ni9Ti)制造。鋼管除得證化學成分和各種機械性能外,還要保證水壓、壓扁、擴口等試驗,及表面質量和無損檢驗。鋼管在熱處理狀態下交貨。不銹鋼管:用各種不銹鋼熱軋,冷軋的不銹鋼管,廣泛應用于石油、化工設備管道和各種用途的不銹鋼結構零件,除應保證化學成分和機械性能,凡用作承受流體壓力的鋼管要保證水壓試驗合格。各種專用鋼管要按規定保證條件。
