

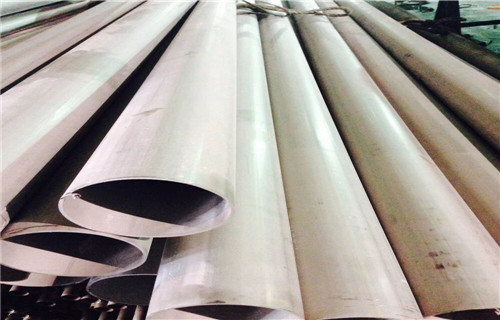
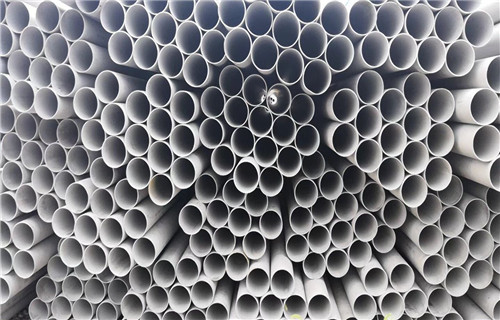

- 材質(zhì)
201,304,304H,316,316L,321,321S等
- 產(chǎn)地
齊全
- 規(guī)格
齊全
- 類型
圓管,方管
- 品牌
齊全
- 型號(hào)
齊全
- 可定制
是
縫鋁管鋅層厚度廠家")
縫鋁管鋅層厚度廠家")
磷化是一種化學(xué)與電化學(xué)反應(yīng)形成磷酸鹽轉(zhuǎn)化膜的過(guò)程,所形成的磷酸鹽轉(zhuǎn)化膜簡(jiǎn)稱為磷化膜。它可以發(fā)揮很大的作用,可提高方矩管的防銹能力。我們?cè)趯?duì)方矩管進(jìn)行磷化處理時(shí),好使溢流水洗,以保證方矩管充分清洗干凈,減少串槽現(xiàn)象。溢流時(shí)應(yīng)該從底部進(jìn)水,對(duì)角線上部開溢流孔溢流。對(duì)于任何一種磷化液都會(huì)或多或少產(chǎn)生沉渣,應(yīng)在工藝予設(shè)計(jì)時(shí)注明設(shè)有磷化除渣裝置。特別是對(duì)方矩管進(jìn)行噴淋磷化時(shí),除渣裝置必不可少,典型的除渣裝置有:斜板沉淀器、高位沉淀塔、離心除渣器、紙布袋濾渣等都可供選擇。各個(gè)工序間的間隔時(shí)間如果太長(zhǎng),會(huì)造成方矩管在運(yùn)行過(guò)程中二次生銹。特別是有酸洗工藝時(shí),酸洗后管材極易在空氣中氧化生銹泛綠,好設(shè)有工序間水膜保護(hù),可減少生銹。而間隔時(shí)間短,不能完全有效的瀝干水分,產(chǎn)生串槽現(xiàn)象,甚至槽液遭到破壞。所以,在考慮方矩管的工序間隔時(shí),應(yīng)根據(jù)情況選擇一個(gè)恰當(dāng)?shù)拈g隔。
天津市永發(fā)鋼鐵貿(mào)易(YONGFAGT888)有限公司常年經(jīng)營(yíng):無(wú)縫鋼管,不銹鋼管,螺旋鋼管,鍍鋅帶焊管、方矩管、直縫焊管、鍍鋅加工、 非標(biāo)方矩管、非標(biāo)焊管加工、鋁管,銅管,鋁板,鋁排,銅排,銅包鋼扁鋼大口徑焊管、大口徑方矩管、丁字焊管、卷管,H型鋼,槽鋼,扁鋼,工字鋼,方鋼,角鋼,鋼軌,冷彎型鋼,國(guó)標(biāo)鍍鋅角鋼,熱鍍鋅角鋼,不等邊熱鍍鋅角鋼,鍍鋅槽鋼,熱鍍鋅槽鋼,熱鍍鋅方管,熱鍍鋅方矩管,鍍鋅H型鋼,鍍鋅扁鋼,鍍鋅圓鋼,各材質(zhì)鋼板及其他型材等產(chǎn)品的經(jīng)銷批發(fā)的現(xiàn)貨公司。鋼材品種齊全、價(jià)格合理。產(chǎn)品適用于:石油、化工、食品、航天、汽車、建筑、五金、鍋爐燃?xì)狻⑺骷⒋啊㈦姀S等工業(yè)裝備 現(xiàn)已廣泛應(yīng)用于市場(chǎng)工程、路燈、樓房裝飾、液體輸送、漁具、門業(yè)、廣告牌、候車廳、體育館等大型裝修工程。
縫鋁管鋅層厚度廠家")
磷脫氧銅管的工藝優(yōu)勢(shì):
熔煉與鑄造工藝優(yōu)勢(shì):使用工頻有芯感應(yīng)電爐熔煉。高溫下純銅吸氣性強(qiáng),熔煉時(shí)應(yīng)盡量減少氣體來(lái)源,并使用經(jīng)煅燒過(guò)的木炭作熔劑,也可用磷做脫氧劑,澆鑄過(guò)程在氮?dú)獗Wo(hù)或覆蓋煙灰下進(jìn)行,鑄造溫度為1150-1180℃。
成形性能優(yōu)勢(shì):有優(yōu)良的冷、熱加工性能,可以進(jìn)行精沖、拉伸、墩鉚、擠壓、深沖、彎曲和旋壓等。熱加工溫度為800-900℃。
焊接性能優(yōu)勢(shì):易于熔釬焊、氣體保護(hù)焊但不宜進(jìn)行電阻對(duì)縫焊。
可切削性(HPb63-3的切削性為100%)/%:20
熔煉與鑄造工藝優(yōu)勢(shì):使用公頻有芯感應(yīng)電爐熔煉,原料選用Wcu>99.97%及Wzn
成形性能優(yōu)勢(shì):有極好的冷、熱加工性能,能用各種傳統(tǒng)的加工工藝加工,如拉伸、壓延、擠壓、彎曲、沖壓、剪切、鐓煅、旋煅、滾花、纏繞、旋壓、螺紋軋制等。可鍛性幾好,為鍛造黃銅的65%,熱加工溫度為800-900℃。
焊接性能優(yōu)勢(shì):易于熔焊、釬焊、氣體保護(hù)焊但不宜進(jìn)行金屬弧焊和大多數(shù)電阻焊
可切削性(HPb63-3的切削性為100%)/%:20
不銹鋼焊管軋輥機(jī)是目前應(yīng)用普便的一種不銹鋼焊管加工機(jī)器,它以加工效率高,加工的不銹鋼焊管質(zhì)量好著稱。軋輥的壽命主要取決于軋輥的內(nèi)在性能和工作受力,內(nèi)在性能包括強(qiáng)度和硬度等方面。要使軋輥具有足夠的強(qiáng)度,主要從軋輥材料方面來(lái)考慮;硬度通常是指軋輥工作表面的硬度,它決定軋輥的耐磨性,在一定程度上也決定軋輥的使用壽命,通過(guò)合理的材料選用和熱處理方式可以滿足軋輥的硬度要求。淬火工藝是不銹鋼焊管軋輥機(jī)加工工藝的集中體現(xiàn)。了解不銹鋼焊管軋輥機(jī)的加工工藝我們必須先了解一下淬火工藝,軋輥在粗車和半精車以后,精車以前要進(jìn)行淬火和低溫回火,淬火是為了改變軋輥的組織形態(tài),將退伙后的球狀珠光體變?yōu)榛鼗瘃R氏體和少量殘留奧氏體,提高軋輥表面硬度和耐磨性;獲得足夠的強(qiáng)度和韌性;延長(zhǎng)軋輥的使用壽命。淬火后軋輥可能有輕微變形,因此精加工應(yīng)在退火后進(jìn)行。淬火后由于急冷使組織內(nèi)產(chǎn)生很大的內(nèi)應(yīng)力,容易產(chǎn)生裂紋,經(jīng)回火可消除內(nèi)應(yīng)力,防止開裂;淬火組織中的淬火馬氏體和殘留奧氏。
縫鋁管鋅層厚度廠家")
