



- 材質(zhì)
6061,7075,LY12,6063,5083,5754,021鋁管,7A05鋁管,7475鋁方管,8011鋁方管管,8014無縫鋁管,8050鋁方管,3003鋁管,3A21鋁管,6A02鋁管,6082鋁方管,6005鋁管,2011鋁管,2017鋁管,2024鋁管,LY12鋁管,2A12鋁管,4045鋁管,4047鋁管,4043鋁管,4004鋁管,4032鋁
- 產(chǎn)地
齊全
- 規(guī)格
齊全
- 類型
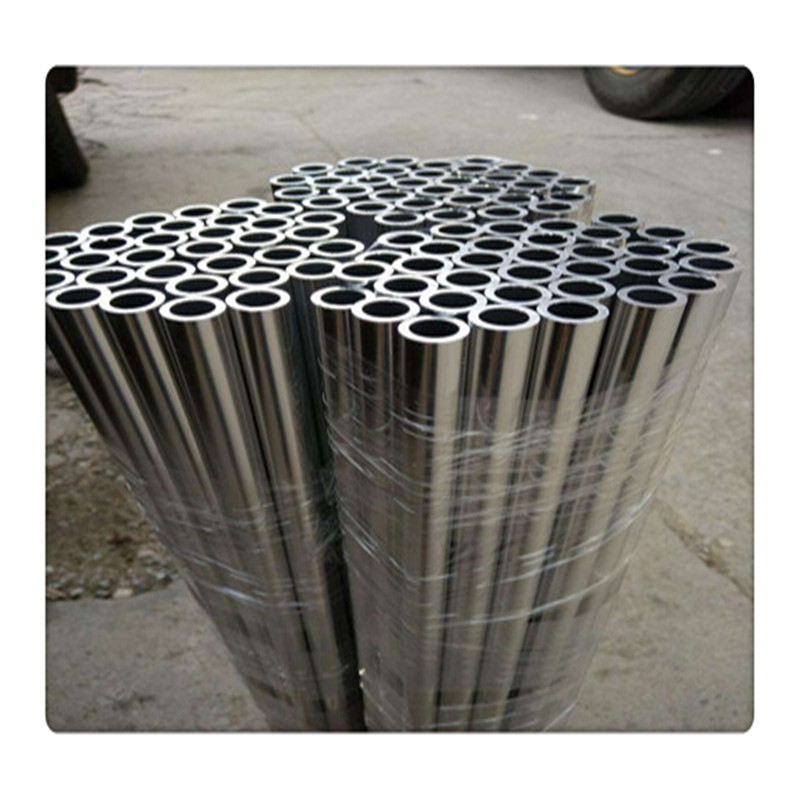
圓管,方管,無縫圓管,矩管
- 品牌
齊全
- 型號(hào)
齊全
- 可定制
是
價(jià)")
304不銹鋼表面質(zhì)量的好壞,主要決定于熱處理后的酸洗工序,如果前一道熱處理工序所形成的表面氧化皮厚,或組織不均勻,則用酸洗并不能改善表面光潔度和均勻性。所以要充分重視熱處理的加熱或熱處理前的表面清理。
如果不銹鋼板的表面氧化皮厚度不均勻,厚的地方和薄的地方下面的基體金屬表面光潔度也不同,面且酸洗時(shí)表面氧化皮的溶解與氧化皮附著部位的基體金屬被酸的侵蝕程度不同,所以,鋼板表面就不均勻。因此,在熱處理加熱時(shí),必須使之均勻地形成氧化皮。要達(dá)到這一要求,必須注意以下問題:
不銹鋼板如果在加熱時(shí)工件表面附著油,油附著部位的氧化皮厚度和其他部分的氧化皮厚度和組成就不同,而且會(huì)產(chǎn)生滲碳。氧化皮下基體金屬被滲碳的部分將嚴(yán)重地受到酸的侵蝕。重油燒嘴初燃燒時(shí)所噴出的油滴,若附著在工件上,影響也很大。操作人員的指紋附著在工件上時(shí)也會(huì)有影響。所以,操作人員不要用手直接觸摸不銹鋼件,不要使工件沾上新的油污。必須戴清潔的手套操作。
價(jià)")
不銹鋼板適用于或其它衛(wèi)生條件至關(guān)重要的領(lǐng)域,如:食品加工、餐飲、釀造和化工,這不僅是因?yàn)樗阌诿刻烨逑矗袝r(shí)還要使用化學(xué)清洗劑,而且還因?yàn)樗灰鬃躺T囼?yàn)表明不銹鋼板在這方面的性能與玻璃和陶瓷相同。不銹鋼板給人一種自然的堅(jiān)固亮麗之感,其自然色彩柔和地反映出周圍環(huán)境的顏色。表面加工的基本種類可以用于不銹鋼板的表面加工大致有五種,它們可以結(jié)合起來使用,變換出更多的終產(chǎn)品。五個(gè)種類有:軋制表面加工、機(jī)械表面加工、化學(xué)表面加工、網(wǎng)紋表面加工和彩色表面加工。
還有一些專用的表面加工,都應(yīng)遵循以下步驟:與制造廠家一起商定需要的表面加工, 準(zhǔn)備一個(gè)樣品,作為今后批量生產(chǎn)的標(biāo)準(zhǔn)。大面積使用時(shí)(如復(fù)合板,必須保證所用的基底卷板或卷材采用的是同一批次。在許多建筑應(yīng)用中,如:電梯內(nèi)部,盡管手印可以擦掉,但很不美觀。如果選用布紋表面,就不那么明顯了。在這些敏感的地方一定不能使用鏡面不銹鋼。選擇表面加工時(shí)應(yīng)考慮到制作工藝,例如:為了除去焊珠,可能要對(duì)焊縫進(jìn)行修磨,而且還要恢復(fù)原有的表面加工。花紋板很難甚至無法滿足這一要求。對(duì)于有些表面加工、修磨或拋光的紋路是有方向性的,被稱為單向的。如果使用時(shí)使這種紋路垂直而不是水平,污物就不易附著在上面,而且容易清洗。無論采用哪種精加工都需要增加工藝步驟,因此要增加費(fèi)用,所以,選擇表面加工時(shí)要慎重。
價(jià)")
規(guī)格和屈服強(qiáng)度的鋁合金片可由連續(xù)澆鑄之后的軋制。在的連鑄中,從鑄造中的金屬經(jīng)過熱軋和溫制,然后盤繞(在溫度大約300攝氏度)接著被送往另一軋機(jī),在不超過160攝氏度的溫度進(jìn)行后的冷軋。為了精煉,在這里所要提到的一點(diǎn)是通常所指的熱軋是在溫度高于合金的再結(jié)晶溫度時(shí)實(shí)施的。
以便合金在軋輥型縫之間或在以后的線圈中自己退火再結(jié)晶。所述的冷軋通常意味著具有大量加工硬化率的工作軋輥以便在軋制期間或之后的合金既沒有重結(jié)晶也不會(huì)發(fā)生回復(fù)。中溫軋制在二者之間執(zhí)行,以便沒有重結(jié)晶作用但是屈服強(qiáng)度由于恢復(fù)而大幅度。
對(duì)于鋁合金,熱軋溫度超過350攝氏度,冷軋溫度小于150攝氏度,中溫軋制在150和350攝氏度之間實(shí)施。不幸地是,上述的常規(guī)的中間卷繞是笨重和昂貴的,儲(chǔ)運(yùn)需要一產(chǎn)品,其具有一個(gè)的微晶結(jié)構(gòu),以生產(chǎn)預(yù)期的屈服強(qiáng)度。
在美國 5,514,228中,在1996年5月7日公開一個(gè)同軸的連鑄,其中板片沒有經(jīng)過中間圈繞而軋成后所需的規(guī)格。不過,在終的軋制之前還需要進(jìn)一步的固溶處理,以便在后的卷繞之前板片進(jìn)行連續(xù)地完全被退火。
價(jià)")
無縫管內(nèi)外表面不得有裂縫、折疊、龜裂、裂紋、軋折、離層和結(jié)疤缺陷存在,這些缺陷應(yīng)完全清除掉(供機(jī)械加工用管除外),清除后不得使壁厚和外徑超過負(fù)偏差。凡不超過允許負(fù)偏差的其他輕微表面缺陷可不清除。直道允許深度。熱軋、熱擠壓無縫管、直徑小于和等于140mm的不大于公稱壁厚的5%, 深度不大于0.5mm;冷拔(軋)無縫管不大于公稱壁厚的4%, 深度不大于0.3mm。
熱軋(擠壓不銹鋼無縫管):圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(yàn)(或探傷)→標(biāo)記→入庫。軋制不銹鋼不銹鋼不銹鋼不銹鋼無縫管的原料是圓管坯,圓管胚要經(jīng)過切割機(jī)的切割加工成長度約為1米的坯料,并經(jīng)傳送帶送到熔爐內(nèi)加熱。鋼坯被送入熔爐內(nèi)加熱,溫度大約為1200攝氏度。燃料為氫氣或乙炔。爐內(nèi)溫度控制是關(guān)鍵性的問題.圓管坯出爐后要經(jīng)過壓力穿孔機(jī)進(jìn)行穿空。一般較常見的穿孔機(jī)是錐形輥穿孔機(jī),這種穿孔機(jī)生產(chǎn)效率高,產(chǎn)品質(zhì)量好,穿孔擴(kuò)徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機(jī)通過錐形鉆頭高速旋轉(zhuǎn)入鋼胚打孔,形成無縫管。無縫管內(nèi)徑由定徑機(jī)鉆頭的外徑長度來確定。無縫管經(jīng)定徑后,進(jìn)入冷卻塔中,通過噴水冷卻,無縫管經(jīng)冷卻后,就要被矯直。
價(jià)")
