

- 材質(zhì)
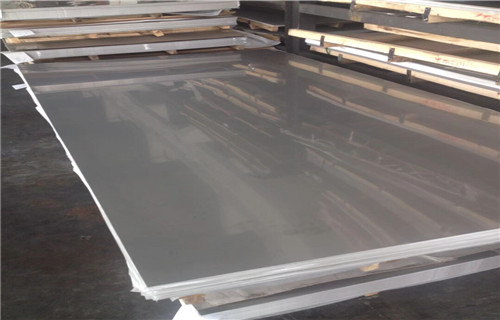
304 316 316L 321 304H 06CR13等材質(zhì)
- 產(chǎn)地
齊全
- 規(guī)格
齊全
- 類型
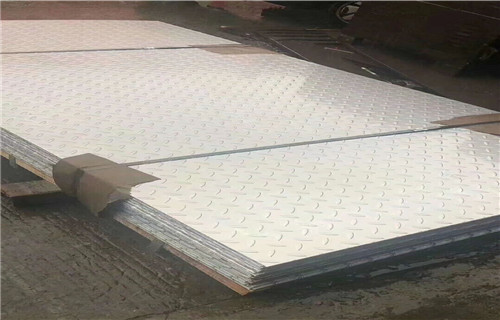
開平板 卷
- 可定制
是
- 是否現(xiàn)貨
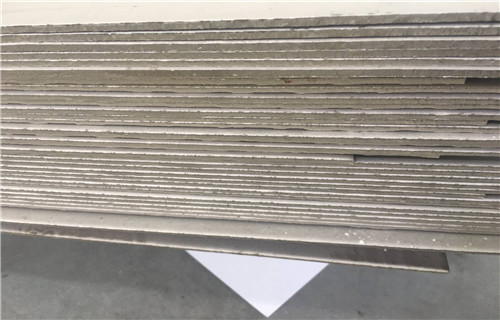
現(xiàn)貨
格全 可切割價格全新報價")
格全 可切割價格全新報價")
格全 可切割價格全新報價")
如果表面光潔度不同,即使同樣加熱,其表面粗糙處和精細處的氧化皮也不相同。例如,在局部缺陷經(jīng)過清理的地方和沒清理的地方,形成氧化皮的狀況不同,故引起酸洗后工件表面不均勻。
金屬的總傳熱系數(shù)除了取決于金屬的導(dǎo)熱系數(shù)外,還取決于其它因素。在大多數(shù)情況下,膜層散熱系數(shù)、銹皮和金屬的表面狀況。不銹鋼能保持表面整潔,因此它的傳熱性比其它導(dǎo)熱系數(shù)更高的金屬更好。聊城三得利不銹鋼提供八、不銹鋼板的技術(shù)標準 不銹鋼板耐蝕性、彎曲加工性能和焊接部位韌性、以及焊接部位的沖壓加工性能優(yōu)良的高強度不銹鋼板及其制造方法。具體說是把含C:0.02%以下、N:0.02%以下、Cr:11%以上小于17%、適當(dāng)含量的Si、Mn、P、S、Al、Ni,而且滿足12≤Cr Mo 1.5Si≤17、1≤Ni 30(C N) 0.5(Mn Cu)≤4、Cr 0.5(Ni Cu) 3.3Mo≥16.0、0.006≤C N≤0.030的不銹鋼板加熱到850~1250℃,然后進行以1℃/s以上的冷卻速度冷卻的熱處理。這樣可以成為含體積分數(shù)12%以上馬氏體的組織、730MPa以上的高強度、耐蝕性和彎曲加工性能、焊接熱影響區(qū)韌性優(yōu)良的高強度不銹鋼板。再利用含Mo、B等,可以顯著提高焊接部位的沖壓加工性能。 氧氣加煤氣的火焰不能切割不銹鋼板是因為不銹鋼不易被氧化。 5CM厚的不銹鋼板要用特殊的切割工具加工,例如: (1)較大瓦數(shù)的Laser Cutting machine(鐳射切割機) (2)油壓鋸機 (3)磨碟 (4)人手鋸 (5)Wire Cutting machine (線切割機)。 (6)高壓水射流切割(專業(yè)水刀切割:上海信未) (7)等離子弧切割
格全 可切割價格全新報價")
大家都知道不銹鋼無縫管在生產(chǎn)的過程中會有油污和焊接所產(chǎn)生的氧化皮以及一些其他的污垢。外壁比較好清理:如果是油污,可以使用有機溶劑或堿液洗,如果是生銹了,那用專用的除銹劑。可是內(nèi)壁怎樣清理才夠徹底吶?今天我們給大家介紹一下。如果是清潔度要求高就用超聲波來清洗,超聲波清洗原理:超聲波在液體中傳播時的聲壓劇變使液體發(fā)生強烈的空氣現(xiàn)象,每秒產(chǎn)生數(shù)百萬計的微小空化氣泡,這些氣泡在聲壓作用下急速地大量產(chǎn)生,并不繼地猛烈爆破,產(chǎn)生強大的沖擊力和負壓吸力,足以使頑固的污垢迅速剝離。如果無縫管比較長,自己又有水槽的話,可以買超聲波振板投入到水中進行超聲波清洗,如果不是太長可以用超聲波振棒,插入到管道里清洗,然后用流水沖洗掉用超聲波剝離的污物。
格全 可切割價格全新報價")
5系鋁板指的是以5開頭的鋁板系列,又可以成為鋁鎂合金,根據(jù)合金含量不同,可以分為比如5052,5083等,是目前常用的合金鋁板產(chǎn)品之一,相對于純鋁板而言,鋁鎂合金具有良好的硬度,加工性能,防銹耐腐蝕性能的優(yōu)勢。我企業(yè)是國內(nèi)生產(chǎn)合金鋁板的大型企業(yè)之一,目前企業(yè)生產(chǎn)的5系列合金你鋁板主要有以下幾種系列。
5052系列:鋁鎂合金代表產(chǎn)品之一,又可以稱為almg2.5,鎂合金含量在2.5%,適合鈑金加工。該系列鋁板在H32狀態(tài)下具有良好的折彎效果,是機箱,機柜,工具柜等鋁合金制品的常規(guī)材料之一,目前5052鋁板是5系鋁板的代表產(chǎn)品之一,
5083系列:在鋁鎂合金系列鎂合金含量高(4.5%)。又稱為almg4.5,5083是鎂合金含量高的系列,鎂合金含量能達到4.5%以上,該系列鋁板的防銹,耐腐蝕性能是所有系列產(chǎn)品里面強的一款。
5754系列:almg3.0,鎂合金含量在3%附近,具有良好的防銹性能。
其他系列還有5A02 5A03 5A05 5A06等系列
格全 可切割價格全新報價")
焊接鋼管是指用鋼帶或鋼板彎曲變形為圓形、方形等形狀后再焊接成的、表面有接縫的鋼管。 焊接鋼管采用的坯料是鋼板或帶鋼中常用焊接鋼管按焊縫種類又可分為高頻不銹鋼焊管、直縫埋弧不銹鋼焊管、螺旋埋弧不銹鋼焊管等3種。高頻不銹鋼焊管管形好,壁厚均勻,焊接產(chǎn)生的內(nèi)外毛刺通過相應(yīng)刀具刮平,在線通過無損檢測嚴格控制焊縫質(zhì)量,自動化程度很高,生產(chǎn)成本低廉。但壁厚相對較薄,管徑相對較小,壁厚一般不超過12mm,管徑一般不超過610mm,鋼結(jié)構(gòu)中特別適合制作管衍架結(jié)構(gòu)。直縫埋弧不銹鋼焊管采用雙面埋弧焊焊接工藝,在靜態(tài)條件下焊接,焊縫質(zhì)量高,焊縫短,產(chǎn)生缺陷的幾率很小。鋼管通過全長擴徑,管形好,尺寸精確,鋼管壁厚范圍和管徑范圍寬,管徑范圍可達406-1829mm,壁厚范圍可達6.0-60mm,自動化程度較高,與無縫鋼管相比,生產(chǎn)成本較低,適合建筑、橋梁、堤壩、海洋平臺等鋼結(jié)構(gòu)承載用立柱、超大跨度建筑結(jié)構(gòu)以及要求抗風(fēng)抗震的電桿塔桅結(jié)構(gòu)。螺旋埋弧不銹鋼焊管焊縫呈螺旋線分布,焊縫長,尤其是處于動態(tài)條件下焊接時,焊縫還來不及冷卻就離開了成型點,極易產(chǎn)生焊接熱裂紋。裂紋的方向和焊縫平行,和鋼管軸線成一定夾角,一般在30-70°之間。這個角度剛好與剪切破壞角度相一致,因此其抗彎、抗拉、抗壓和抗扭性能遠不如直縫埋弧不銹鋼焊管,同時由于焊接位置限制,產(chǎn)生的馬鞍形和魚脊形焊縫影響美觀。
