

- 材質
6061,7075,LY12,6063,5083,5754,021鋁管,7A05鋁管,7475鋁方管,8011鋁方管管,8014無縫鋁管,8050鋁方管,3003鋁管,3A21鋁管,6A02鋁管,6082鋁方管,6005鋁管,2011鋁管,2017鋁管,2024鋁管,LY12鋁管,2A12鋁管,4045鋁管,4047鋁管,4043鋁管,4004鋁管,4032鋁
- 產(chǎn)地
齊全
- 規(guī)格
齊全
- 類型
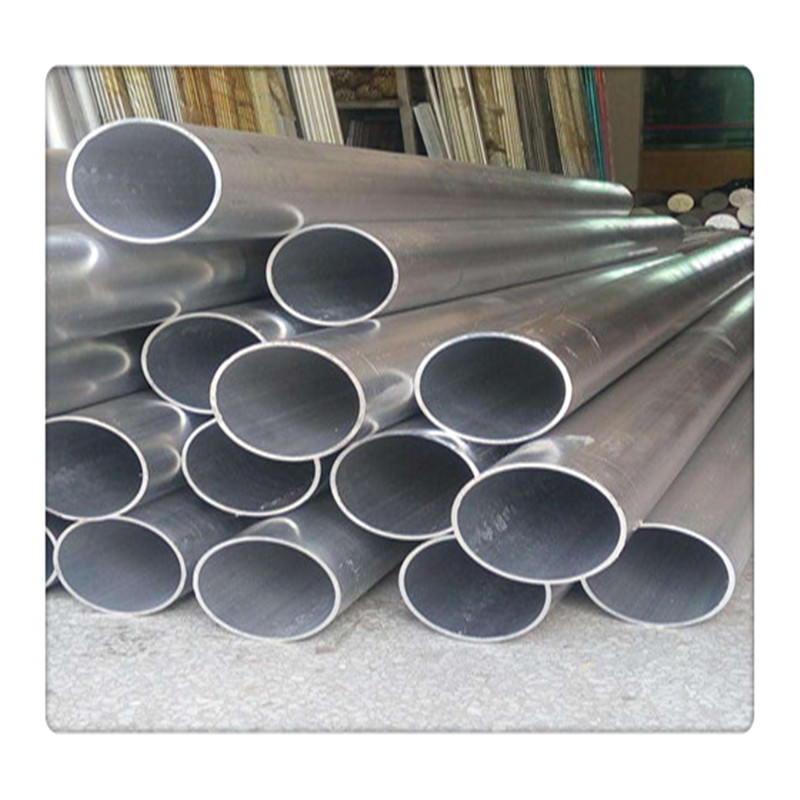
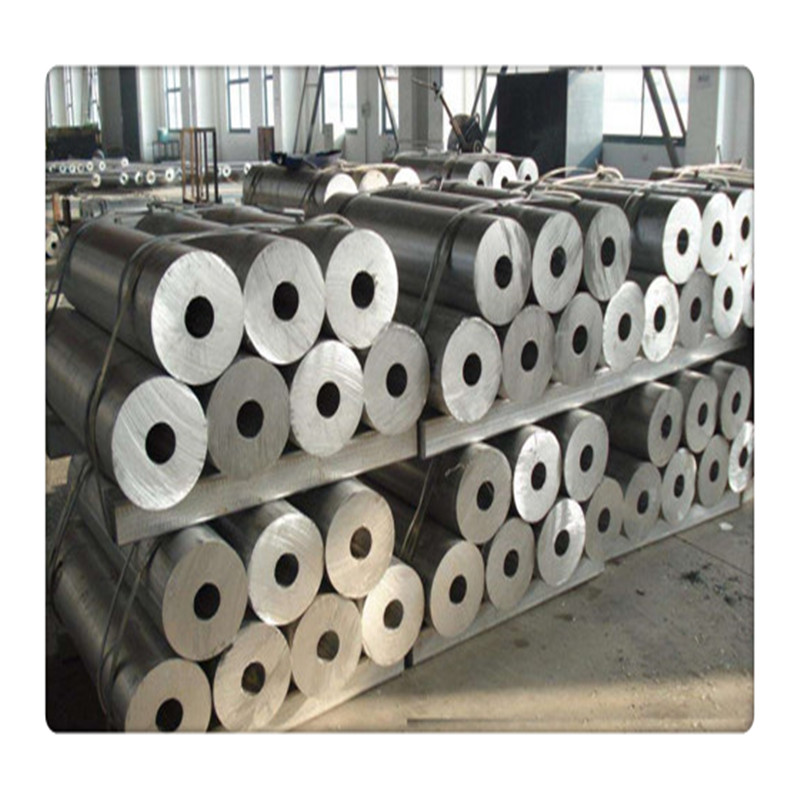
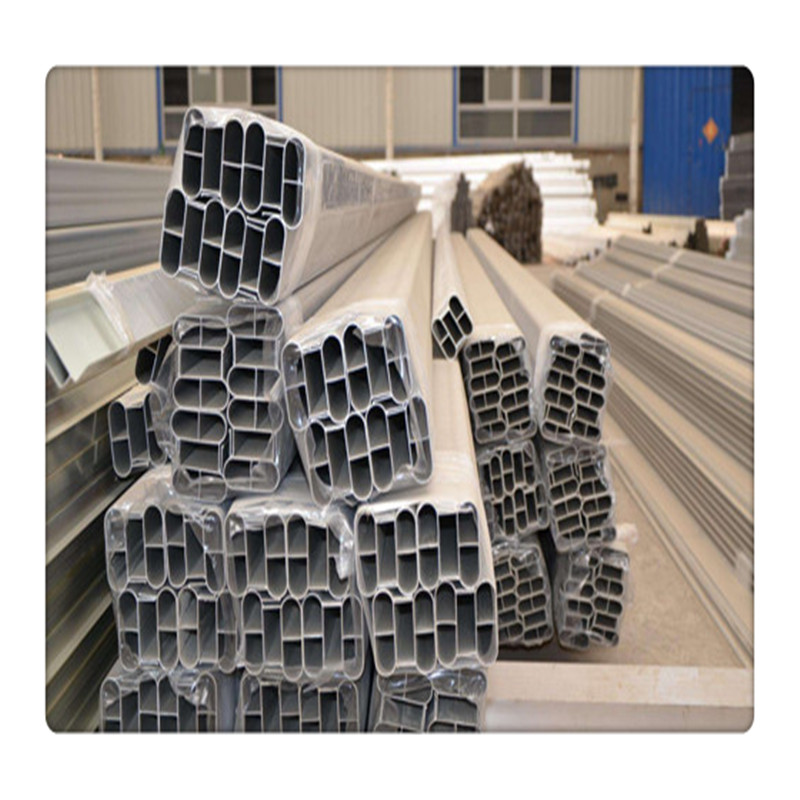
圓管,方管,無縫圓管,矩管
- 品牌
齊全
- 型號
齊全
- 可定制
是






在采用機械矯正時需在受力部位加墊板,以避免材料表面產(chǎn)生壓傷。用壓力機進行矯正通常是針對型鋼單一方向的彎曲變形。通常還要配有墊塊和壓塊,以保證受力方向,同時避免材料表面壓傷保證矯正。手工矯正對于變形較小的局部變形可采用手工矯正。
手工矯正的效果取決于對錘擊部位、工具及的正確選擇。鋁板產(chǎn)品在選擇手工矯正時需謹慎,實施手工矯正時需考慮選用的工具,如木錘、橡膠錘、尼龍錘等。用大力時還需考慮在受力部位及墊、壓部位加膠墊、木片或木塊,以保證材料表面在矯正中不受損傷。
鋁板構件變形的矯正和矯正原理與鋼結構矯正有很多共通的方面,關鍵是要矯正鋁板的金屬特性和熱處理性能,特別是熱加工溫度的區(qū)別和控制,區(qū)別應對,以此為原則采用合理的矯正實施矯正,即能良好的矯正效果。
縱軋時,工作軋輥的轉動方向相反,軋件的縱軸線與軋輥的軸線相互垂直,它是鋁合金板、帶、箔材平輥軋制中常見的;橫軋時,工作軋輥的轉動方向相同,軋件的縱軸線與軋輥軸線相互平行,在鋁合金板帶材軋制中很少使用;斜軋時,工作軋輥的轉動方向相同,軋件的縱軸線與軋輥軸線成一定的傾斜角度。
建筑給水薄壁紫銅管設備的施工準備:1、建筑給水銅管施工人員應經(jīng)專業(yè)培訓上崗。2、施工過程中應避免與酸、堿等對有腐蝕作用的介質、污物相接觸。3、管道在設備前應對管件協(xié)作公役進行細心檢查。管材、管道附件已按計劃懇求核對無誤,具有合格證及有關材料。4、管道在設備前應檢查其外觀和管口,有顯著傷痕的管道不得運用,變形管口運用專用東西整圓,受污染的管材、管件表里污垢及雜物應收拾潔凈。
建筑給水薄壁紫銅管設備之銅管調直:1、銅道的調直應先將管內充沙,然后用調直器進行調直;也可將充砂銅管放在平板或工作臺上,并在其上鋪放木墊板,再用橡皮錘、木錘或方木沿管身悄悄敲擊,逐段調直。2、調直過程中留心用力不能過大,不得使管子表面發(fā)生錘痕、凹坑、劃痕或粗糙的痕跡。調直后應將管內的殘砂等收拾潔凈。

產(chǎn)品名稱:6061鋁板產(chǎn)品規(guī)格:定制供應6061鋁板屬性用途:制造卡車、塔式建筑、船舶、電車、家具、機械零件、精密加工等,模鍛曲軸零件、機器零件、耐高沖擊的件、有螺紋的高應力零件車輛的結構件、形狀復雜的鍛件與模鍛件等。
還可以用于制造飛機郵箱,油管,用的鋁合金材料,是典型的防銹合金材料。產(chǎn)品名稱:7075鋁板產(chǎn)品規(guī)格:定制供應7075鋁板屬性用途:該系中以A7075鋁合金尤為上品,被譽為鋁合金中優(yōu)良的產(chǎn)品,強度高,遠勝任何軟鋼,此合金具有良好的機械性及陽極反應。
鋁箔在食品包裝行業(yè)應用比較廣泛,畢竟包裝的是吃的東西,鋁卷制成的鋁箔用來包裝食品會對有害嗎在這里,為大家普及下食品鋁箔的3點優(yōu)勢:因為鋁具有良好的導熱性,所以鋁箔常用在食品的包裝上面;。
通常情況下食品用的鋁箔紙雙面都可以包裹食物,建議大家為了熱傳導效果,建議用光亮面包裹;用鋁卷制成的鋁箔包裝食品,是可以放心食用的,一般是可加熱的、耐儲藏的。鋁箔是一種無污染的包裝材料,其表面非常干凈、衛(wèi)生,具有防水、保持鮮味、、防污的,它可與食品直接,沒有任何可危害健康的憂患,這個大家可以放心使用。
直縫不銹鋼焊管和螺旋不銹鋼焊管都是焊接鋼管的一種,它們在國民生產(chǎn)建設中應用廣泛,直縫不銹鋼焊管和螺旋不銹鋼焊管因生產(chǎn)工藝不同因此具有許多不同之處,下面具體討論下直縫不銹鋼焊管和螺旋不銹鋼焊管的區(qū)別。直縫不銹鋼焊管生產(chǎn)工藝相對簡單,主要生產(chǎn)工藝有高頻焊直縫不銹鋼焊管和埋弧焊直縫不銹鋼焊管,直縫管生產(chǎn)效率高,成本低,發(fā)展較快。螺旋不銹鋼焊管的強度一般比直縫不銹鋼焊管高,主要生產(chǎn)工藝是埋弧焊,螺旋不銹鋼焊管能用同樣寬度的坯料生產(chǎn)管徑不同的不銹鋼焊管,還可以用較窄的坯料生產(chǎn)管徑較大的不銹鋼焊管。螺旋不銹鋼焊管與相同長度的直縫管相比,焊縫長度增加30~100%,而且生產(chǎn)速度較低。因此,較小口徑的不銹鋼焊管大都采用直縫焊,大口徑不銹鋼焊管則大多采用螺旋焊。在業(yè)內生產(chǎn)較大口徑直縫不銹鋼焊管時會使用丁字焊技術,即將一段段短的直縫不銹鋼焊管再進行對接,接成符合工程需要的長度,丁字焊直縫不銹鋼焊管缺陷的機率也大大提高,而且丁字焊縫處的焊接殘余應力較大,焊縫金屬往往處于三向應力狀態(tài),增加了產(chǎn)生裂紋的可能性。

