

- 材質(zhì)
6061,7075,LY12,6063,5083,5754,021鋁管,7A05鋁管,7475鋁方管,8011鋁方管管,8014無縫鋁管,8050鋁方管,3003鋁管,3A21鋁管,6A02鋁管,6082鋁方管,6005鋁管,2011鋁管,2017鋁管,2024鋁管,LY12鋁管,2A12鋁管,4045鋁管,4047鋁管,4043鋁管,4004鋁管,4032鋁
- 產(chǎn)地
齊全
- 規(guī)格
齊全
- 類型
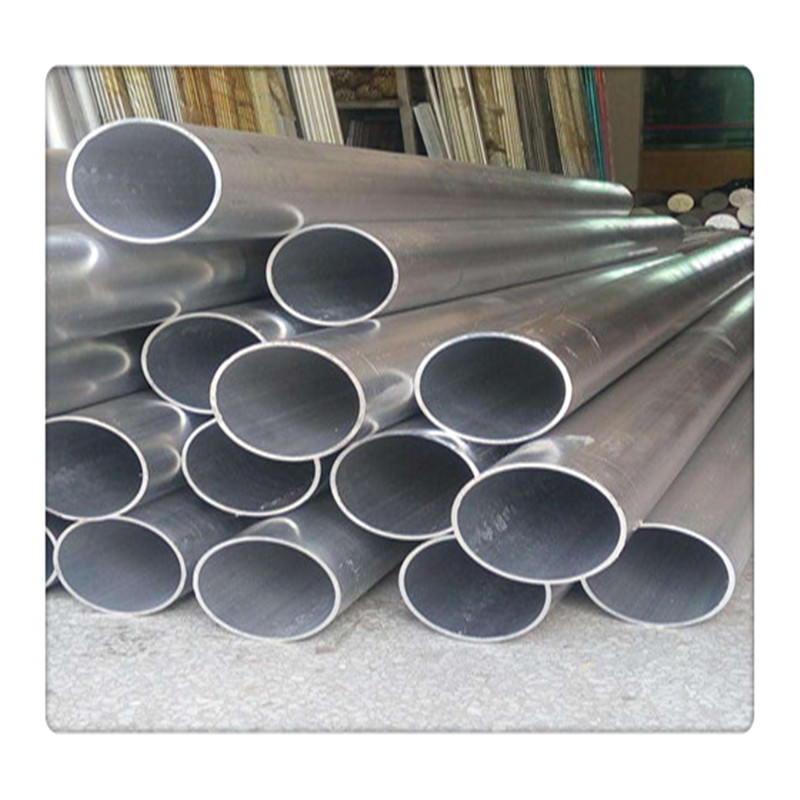
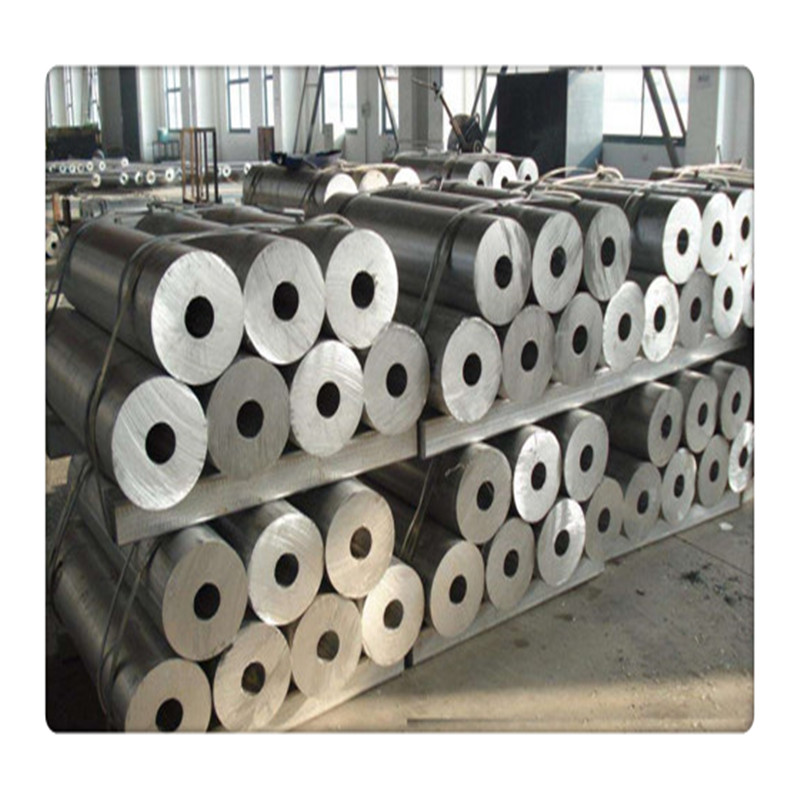
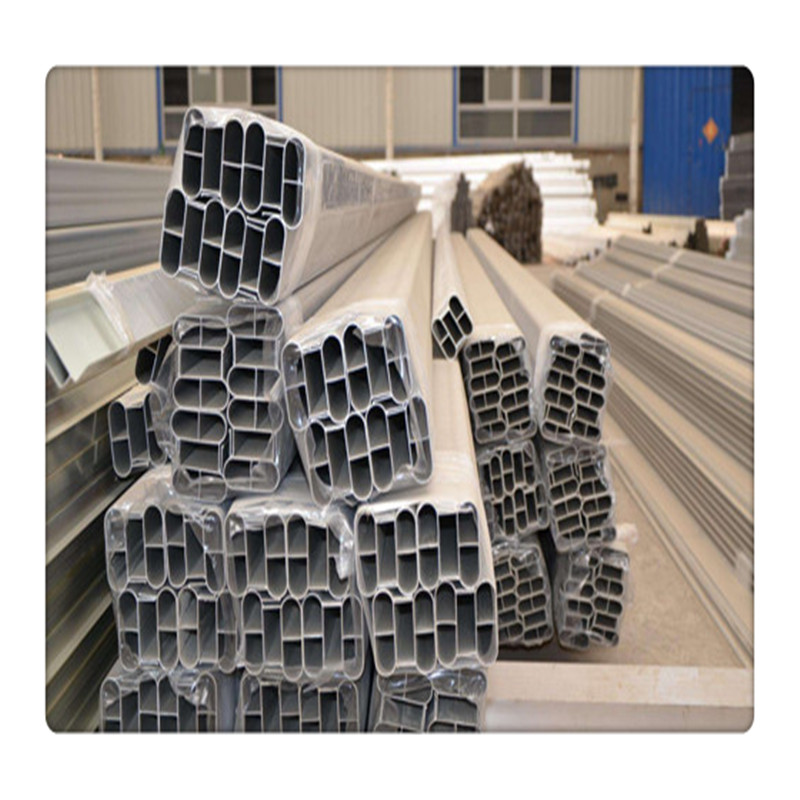
圓管,方管,無縫圓管,矩管
- 品牌
齊全
- 型號
齊全
- 可定制
是
直銷")
直銷")
直銷")
直銷")
直銷")
直銷")
建筑給水薄壁紫銅管設(shè)備之焊接:1、管道聯(lián)接前應(yīng)再次供認(rèn)管材、管件的規(guī)范規(guī)范是不是滿足聯(lián)接懇求。為保證焊接質(zhì)量,選用含2%銀的銅焊條。2、根據(jù)計劃圖紙現(xiàn)場實測配管長度,下料應(yīng)準(zhǔn)確。切開可用旋轉(zhuǎn)式切管器或每厘米不少于13齒的鋼鋸或電鋸垂直切開,切開后應(yīng)去掉管口表里毛刺并整圓。3、釬焊強度小,一般焊口選用搭接方法。搭接長度為管壁厚度的6~8倍,管道的外徑D小于等于28㎜時,搭接長度為(1.2~1.5)D(㎜)。4、焊接前應(yīng)對焊接處銅管外壁和管件內(nèi)壁用細砂紙、鋼毛刷或含其它磨料的布砂紙擦磨,去掉表面氧化物,使管端不太毛,也不太光。5、焊接過程中,焊槍應(yīng)根據(jù)管徑大小選用妥當(dāng),聯(lián)接處的承口及焊條應(yīng)加熱均勻。焊接時,不得出現(xiàn)過熱現(xiàn)象,焊料滲滿焊縫后應(yīng)立即間斷加熱,并保持靜止,天然冷卻。6、銅管與銅合金管件或銅合金管件與銅合金管件間焊接時,應(yīng)在銅合金管件焊接處運用助焊劑,并在焊接完成后,根除管道外壁的剩下熔劑。7、覆塑銅管焊接時應(yīng)剝出長度不小于200㎜裸銅管,并在兩頭環(huán)繞濕布,焊接完成后康復(fù)覆塑層。8、釬焊后的管件,有必要在8小時內(nèi)進行清潔,除掉殘留的熔劑和熔渣。常用煮沸的含10~15%的明礬水溶液或含10%檸檬酸水溶液涂刷接頭處,然后用水沖刷擦干。9、焊接設(shè)備時應(yīng)盡量避免倒立焊。
直銷")
321不銹鋼花紋板具有的優(yōu)異的高溫應(yīng)力破斷性能及高溫抗?jié)撟冃阅軕?yīng)力機械性能都優(yōu)于304不銹鋼。
不銹鋼板是指耐大氣、蒸汽和水等弱介質(zhì)腐蝕的鋼板,而耐酸鋼板則是指耐酸、堿、鹽等化學(xué)浸蝕性介質(zhì)腐蝕的鋼板。不銹鋼板自20世紀(jì)初問世,到現(xiàn)在已有1個多世紀(jì)的歷史。
不銹鋼齒形防滑板通常根據(jù)不同的用途進行剪板折彎-焊接 成型。
201不銹鋼防滑板現(xiàn)常用的分類方法是按鋼板的組織結(jié)構(gòu)特點和鋼板的化學(xué)成分特點以及兩者相結(jié)合的方法分類。一般分為馬氏體不銹鋼板、鐵素體不銹鋼板、奧氏體不銹鋼板、雙相不銹鋼板和沉淀硬化型不銹鋼板等或分為鉻不銹鋼板和鎳不銹鋼板兩大類。用途很廣典型用途:紙漿和造紙用設(shè)備熱交換器、機械設(shè)備、染色設(shè)備、膠片沖洗設(shè)備、管道、沿海區(qū)域建筑物外部用材等。
直銷")
黃銅管的應(yīng)用優(yōu)點有哪些呢?黃銅是由銅和鋅所組成的一種合金。如果只是由銅、鋅組成的黃銅就叫作普通黃銅。黃銅常被用于制造閥門、水管、空調(diào)內(nèi)外機連接管和散熱器等。
黃銅管我們一般是用來制造冷凝器及冷卻器的加熱蛇管及普通用途的管子。黃銅管對于冷凝器用68及70號黃銅,對于外徑從3到100厘米的一般用途的冷拔管用62號黃銅。其管長1-6公尺。
冷凝-冷卻器及其他換熱設(shè)備用管子應(yīng)作壓力達50公斤/公分2的水壓試驗,試驗時間不少于10秒。
近來應(yīng)用的這種換熱器,與管殼式換熱器相比,黃銅管具有以下優(yōu)點:1.傳熱系數(shù)高,這是由于流速高、湍流以及完全的逆流之故;2.單位傳熱量所需設(shè)備重量較小;3.溫度變形的補償良好。
直銷")
在正常的火焰切割過程中,切割氧流相對垂直的割炬來說稍微偏后一個角度,其對應(yīng)的偏移叫后拖量。速度過低時,沒有后拖量,工件下面割口處的火花束向切 割方向偏移。如提高割炬的運行速度,火花束就會向相反的方向偏移,當(dāng)火花束與切割氧流平行時,就認(rèn)為該切割速度正常。速度過高時,火花束明顯會后偏。這些 都是工人師傅從長期的實踐中不斷總結(jié)出來的。在鋼板火焰切割過程中,割嘴到被切工作表面的高度是決定切口質(zhì)量和切割速度的主要因素之一。不同厚度的鋼板,使用不同參數(shù)的割嘴,應(yīng)調(diào)整相應(yīng)的高度。為保證獲得高質(zhì)量的切口,割嘴到被割工件表面的高度,在整個切割過程中必須保持基本一致。 直銷")
