



- 材質(zhì)
6061,7075,LY12,6063,5083,5754,021鋁管,7A05鋁管,7475鋁方管,8011鋁方管管,8014無縫鋁管,8050鋁方管,3003鋁管,3A21鋁管,6A02鋁管,6082鋁方管,6005鋁管,2011鋁管,2017鋁管,2024鋁管,LY12鋁管,2A12鋁管,4045鋁管,4047鋁管,4043鋁管,4004鋁管,4032鋁
- 產(chǎn)地
齊全
- 規(guī)格
齊全
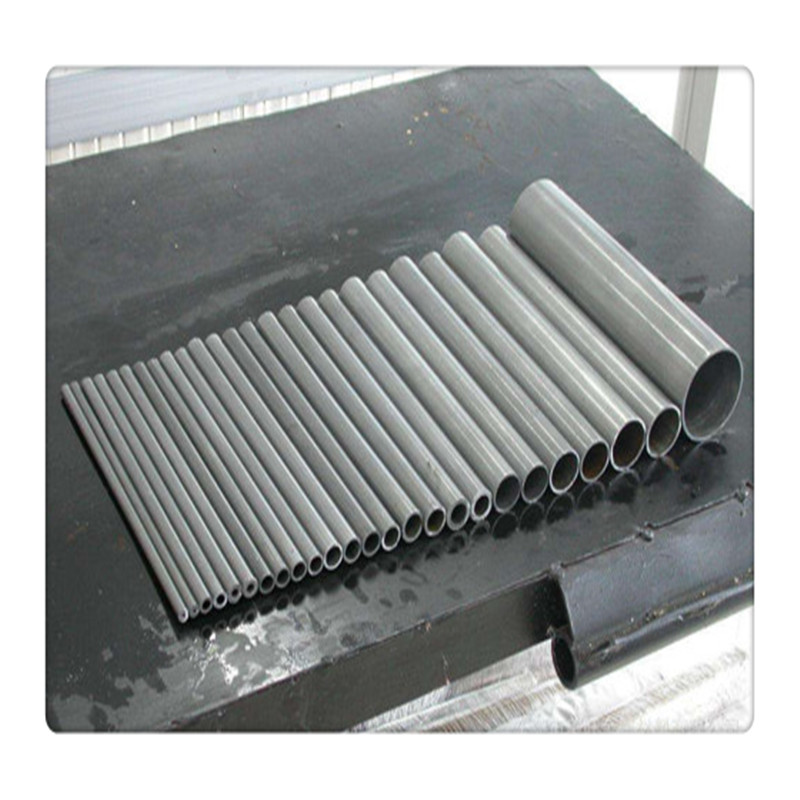
- 類型
圓管,方管,無縫圓管,矩管
- 品牌
齊全
- 型號
齊全
- 可定制
是
品現(xiàn)貨廠價直供
使用分類")
鋼板的切割速度是與鋼材在氧氣中的燃燒速度相對應(yīng)的。在實(shí)際生產(chǎn)中,應(yīng)根據(jù)所用割嘴的性能參數(shù)、氣體種類及純度、鋼板材質(zhì)及厚度來調(diào)整切割速度。切割 速度直接影響到切割過程的穩(wěn)定性和切割斷面質(zhì)量。如果想人為地調(diào)高切割速度來提高生產(chǎn)效率和用減慢切割速度來佳地改善切割斷面質(zhì)量,那是辦不到的,只能 使切割斷面質(zhì)量變差。過快的切割速度會使切割斷面出現(xiàn)凹陷和掛渣等質(zhì)量缺陷,嚴(yán)重的有可能造成切割中斷;過慢的切割速度會使切口上邊緣熔化塌邊、下邊緣產(chǎn) 生圓角、切割斷面下半部分出現(xiàn)水沖狀的深溝凹坑等等。 品現(xiàn)貨廠價直供
使用分類")
主要用于加工需要良好的成型性能,高的抗蝕性能,或可焊性好的零部件,或既要求有這些性能的又需要比1***系合金強(qiáng)度高的工件,如運(yùn)輸?shù)牟酆凸蓿瑝毫蓿瑑Υ嫜b置,熱交換器,化工設(shè)備,飛機(jī)油箱,油路導(dǎo)管,反光板,廚房設(shè)備,洗衣機(jī)缸體,鉚釘,焊絲。
3003:板、帶材。箔材。厚板。拉伸管。管。型。棒。線材。冷加工棒材,冷加工線材,鉚釘線材,鍛件,散熱片料。包鋁3003合金:板材,厚板,拉伸管。管房屋隔斷,頂蓋,管路等3004:板材,厚板,拉伸管。管只要用于全鋁易拉罐罐身,要求要比3003合金更高的零部件,化工產(chǎn)品生產(chǎn)與儲存裝置,薄板加工件,建筑擋板,電纜管道,下水道,各種燈具零部件。
包鋁的3004合金:板材,厚板主要用于房屋隔斷,擋板,下水道,工業(yè)廠房房屋頂蓋5052:板材,厚板,箔材,拉伸管,冷加工棒材,冷加工線材,鉚釘線材,此合金有良好的成型加工性能,抗腐蝕性,可焊性,疲勞強(qiáng)度與中等的靜態(tài)強(qiáng)度,用于制造飛機(jī)油箱,油管,以及交通車輛,船舶的鈑金件,儀表,街燈支架與鉚釘線材等。
6061:板材,厚材,拉伸管。管,棒材,型材,線材,導(dǎo)管,軋制或結(jié)構(gòu)型材,冷加工棒材,冷加工線材,鉚釘線材,鍛件。要求有一定的強(qiáng)度,抗腐蝕性,可焊性高的各種工業(yè)結(jié)構(gòu)件,如制造卡車,塔式建筑,船舶,電車,鐵道車輛,家具等用的管,棒材,型材。
品現(xiàn)貨廠價直供
使用分類")
紫銅管質(zhì)地堅(jiān)硬,不易腐蝕,且耐高溫、耐高壓,可在多種環(huán)境中使用。 與此相比,許多其他管材的缺點(diǎn)顯而易見,比如過去住宅中多用的鍍鋅鋼管,極易銹蝕,使用時間不長就會出現(xiàn)自來水發(fā)黃、水流變小等問題。還有些材料在高溫下的強(qiáng)度會迅速降低,用于熱水管時會產(chǎn)生不安全隱患,而銅的熔點(diǎn)高達(dá)攝氏1083度,熱水系統(tǒng)的溫度對銅管微不足道。 考古學(xué)家在埃及金字塔內(nèi)發(fā)現(xiàn)了距今4500年前的銅水管,至今還能使用。
紫銅管的特性:紫銅管質(zhì)地堅(jiān)固,不易腐蝕,且耐高溫、耐高壓,可在多種環(huán)境中運(yùn)用。與此比較,很多其他管材的缺陷清楚明了,比方曩昔住所中多用的鍍鋅鋼管,很容易銹蝕,運(yùn)用時間不長就會呈現(xiàn)自來水發(fā)黃、水流變小等疑問。還有些資料在高溫下的強(qiáng)度會敏捷下降,用于熱水管時會發(fā)生不安全危險,而銅的熔點(diǎn)高達(dá)攝氏1083度,熱水系統(tǒng)的溫度對銅管微不足道。考古學(xué)家在埃及金字塔內(nèi)發(fā)現(xiàn)了距今4500年前的銅水管,至今還能運(yùn)用。
品現(xiàn)貨廠價直供
使用分類")
在正常的火焰切割過程中,切割氧流相對垂直的割炬來說稍微偏后一個角度,其對應(yīng)的偏移叫后拖量。速度過低時,沒有后拖量,工件下面割口處的火花束向切 割方向偏移。如提高割炬的運(yùn)行速度,火花束就會向相反的方向偏移,當(dāng)火花束與切割氧流平行時,就認(rèn)為該切割速度正常。速度過高時,火花束明顯會后偏。這些 都是工人師傅從長期的實(shí)踐中不斷總結(jié)出來的。在鋼板火焰切割過程中,割嘴到被切工作表面的高度是決定切口質(zhì)量和切割速度的主要因素之一。不同厚度的鋼板,使用不同參數(shù)的割嘴,應(yīng)調(diào)整相應(yīng)的高度。為保證獲得高質(zhì)量的切口,割嘴到被割工件表面的高度,在整個切割過程中必須保持基本一致。 品現(xiàn)貨廠價直供
使用分類")
