


- 材質
6061,7075,LY12,6063,5083,5754,021鋁管,7A05鋁管,7475鋁方管,8011鋁方管管,8014無縫鋁管,8050鋁方管,3003鋁管,3A21鋁管,6A02鋁管,6082鋁方管,6005鋁管,2011鋁管,2017鋁管,2024鋁管,LY12鋁管,2A12鋁管,4045鋁管,4047鋁管,4043鋁管,4004鋁管,4032鋁
- 產地
齊全
- 規格
齊全
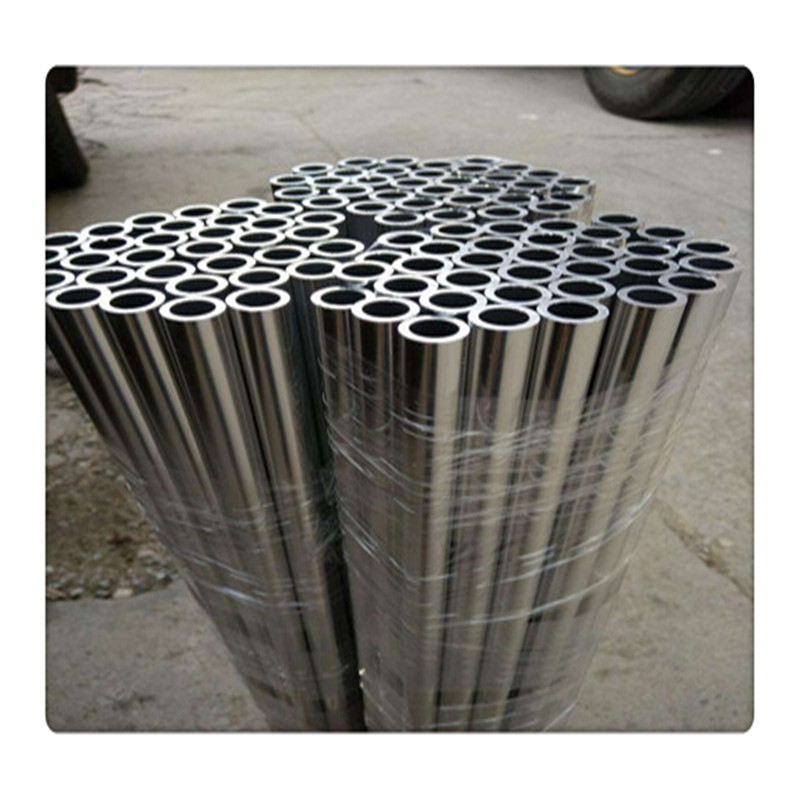
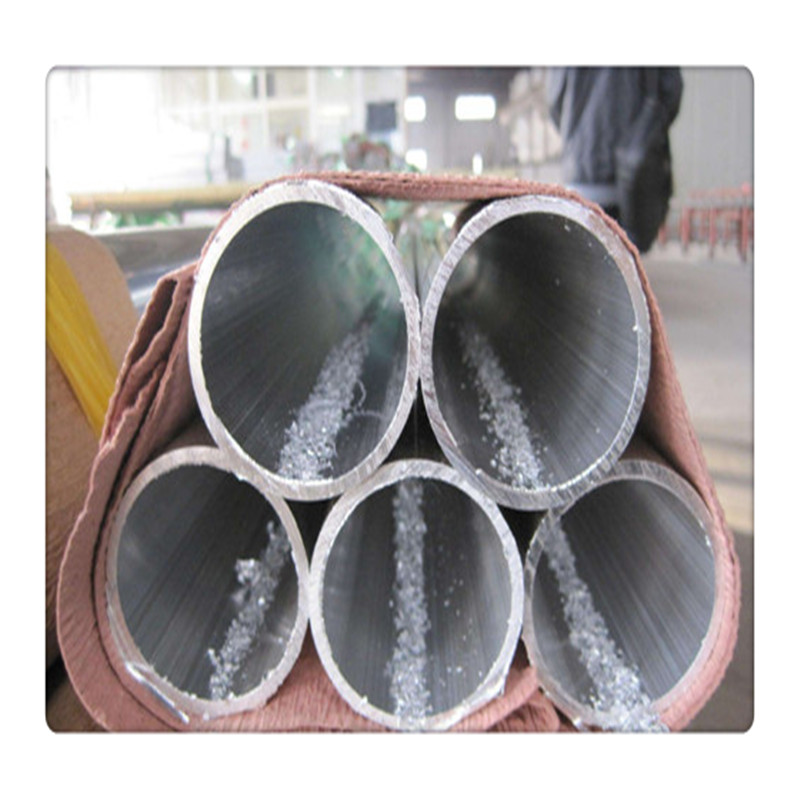
- 類型
圓管,方管,無縫圓管,矩管
- 品牌
齊全
- 型號
齊全
- 可定制
是


大口徑鋼管是外徑1000MM以上的鋼管,大口徑無縫鋼管是用鋼錠或實心管坯經穿孔制成毛管,然后經熱軋、冷軋或冷撥制成。鏈式冷床。過去多采用結構簡單的鏈式冷床,其結構簡單、造價低。但因其易產生鏈條錯位而使大口徑鋼管彎曲,以及從輸人輥道至冷床人口處不能自由收集大口徑鋼管,故現已很少采用。步進式冷床。這種冷床是由步進梁和固定梁組成的。被冷卻大口徑鋼管由步進梁托起,向前移動一定距離后再放人固定梁的齒溝中。適當調整齒條的行程,可使大口徑鋼管每步進一下就滾動兩次,達到矯直大口徑鋼管的作用。目前新建的軋管機組,幾乎都采用步進齒條式冷床。螺旋式冷床。這種冷床是靠螺旋桿上的螺旋線推動冷床上的大口徑鋼管向前移動進行冷卻的。隨著螺旋桿的轉動,大口徑鋼管除了向前的推力外,還受到一個側向推力,因而,一邊前進一邊橫移,只是向前進。

市場上常見的有長絲和短絲,304不銹鋼板在經過加工此類表面后,表現出良好的裝飾效果,可以滿足一般裝飾材料的要求。一般來說,304系不銹鋼均可在一次磨砂后便形成好的效果。由于此類加工設備造價低廉,操作簡單,加工費用低,應用面廣,成為加工中心必選設備。所以大多數加工中心均可提供長絲和短絲的磨砂板,其中304鋼占80%以上。
304族系不銹鋼經過油磨后體現出完美的裝飾效果,廣泛應用于電梯、家電等裝飾面板上。冷軋304系不銹鋼一般均可在一個磨砂道次后達到良好效果,市場上還有一些加工中心可以提供熱軋不銹鋼的油性磨砂加工,其效果和冷軋油磨不相上下。油性拉絲也有長絲和短絲之分。電梯裝飾一般選用長絲,而各類小家電、廚具等兩種紋路均有選擇。
現在常用的兩種不銹鋼304,316(或對應于德/歐標的1.4308,1.4408),316與304在化學成分上的主要區別就是316含Mo,而且一般公認,316的耐腐蝕性更好些,比304在高溫環境下更耐腐蝕。所以在高溫環境下,工程師一般都會選用316材料的零部件。但所謂事無 ,在濃硫酸環境下,再高溫度也千萬別用316!不然這事可就出大了。學機械的人都學過螺紋,還記得為了防止在高溫情況下螺紋咬死,需要涂抹的一種黑乎乎的固體潤滑劑吧:二硫化鉬(MoS2),從它就得出了2點結論不是:[1]Mo確實是一種耐高溫的物質(知道黃金用什么坩堝熔嗎?鉬坩堝!)。[2]:鉬很容易和高價硫離子反應生成硫化物。所以沒有任何一種不銹鋼是超級 耐腐蝕的。說到底,不銹鋼就是一塊雜質(不過這些雜質可都比鋼更耐腐蝕^^)較多的鋼,是鋼就可以和別的物質反應。

對于氣體來說,氧氣是可燃氣體燃燒時所必須的,以便為達到鋼材的點燃溫度提供所需的能量;另外,氧氣是鋼材被預熱達到燃點后進行燃燒所必須的。切割鋼材所用氧氣必須要有較高的純度,一般要求在99.5%以上,一些先進的工業標準要求氧氣純度在99.7%以上。氧氣純度每降低0.5%,鋼板的切割速度就 要降低10%左右。如果氧氣純度降低0.8%-1%,不僅切割速度下降15%-20%,同時,割縫也隨之變寬,切口下端掛渣多并且清理困難,切割斷面質量 亦明顯劣變,氣體消耗量也隨著增加。顯然,這就降低了生產效率和切割質量,生產成本也就明顯地增加了。
除了氧氣之外,還可采用液氧切割,雖然一次性投資大,但從長遠看,其綜合經濟指標比想象的要好得多。氣體壓力的穩定性對工件的切割質量也是至關重要 的。波動的氧氣壓力將使切割斷面質量明顯劣變。氣壓壓力是根據所使用的割嘴類型、切割的鋼板厚度而調整的。切割時如果采用了超出規定數值的氧氣壓力,并不 能提高切割速度,反而使切割斷面質量下降,掛渣難清,增加了切割后的加工時間和費用。
焊接鋼管是指用鋼帶或鋼板彎曲變形為圓形、方形等形狀后再焊接成的、表面有接縫的鋼管。 焊接鋼管采用的坯料是鋼板或帶鋼中常用焊接鋼管按焊縫種類又可分為高頻不銹鋼焊管、直縫埋弧不銹鋼焊管、螺旋埋弧不銹鋼焊管等3種。高頻不銹鋼焊管管形好,壁厚均勻,焊接產生的內外毛刺通過相應刀具刮平,在線通過無損檢測嚴格控制焊縫質量,自動化程度很高,生產成本低廉。但壁厚相對較薄,管徑相對較小,壁厚一般不超過12mm,管徑一般不超過610mm,鋼結構中特別適合制作管衍架結構。直縫埋弧不銹鋼焊管采用雙面埋弧焊焊接工藝,在靜態條件下焊接,焊縫質量高,焊縫短,產生缺陷的幾率很小。鋼管通過全長擴徑,管形好,尺寸精確,鋼管壁厚范圍和管徑范圍寬,管徑范圍可達406-1829mm,壁厚范圍可達6.0-60mm,自動化程度較高,與無縫鋼管相比,生產成本較低,適合建筑、橋梁、堤壩、海洋平臺等鋼結構承載用立柱、超大跨度建筑結構以及要求抗風抗震的電桿塔桅結構。螺旋埋弧不銹鋼焊管焊縫呈螺旋線分布,焊縫長,尤其是處于動態條件下焊接時,焊縫還來不及冷卻就離開了成型點,極易產生焊接熱裂紋。裂紋的方向和焊縫平行,和鋼管軸線成一定夾角,一般在30-70°之間。這個角度剛好與剪切破壞角度相一致,因此其抗彎、抗拉、抗壓和抗扭性能遠不如直縫埋弧不銹鋼焊管,同時由于焊接位置限制,產生的馬鞍形和魚脊形焊縫影響美觀。

