


- 材質
6061,7075,LY12,6063,5083,5754,021鋁管,7A05鋁管,7475鋁方管,8011鋁方管管,8014無縫鋁管,8050鋁方管,3003鋁管,3A21鋁管,6A02鋁管,6082鋁方管,6005鋁管,2011鋁管,2017鋁管,2024鋁管,LY12鋁管,2A12鋁管,4045鋁管,4047鋁管,4043鋁管,4004鋁管,4032鋁
- 產地
齊全
- 規格
齊全
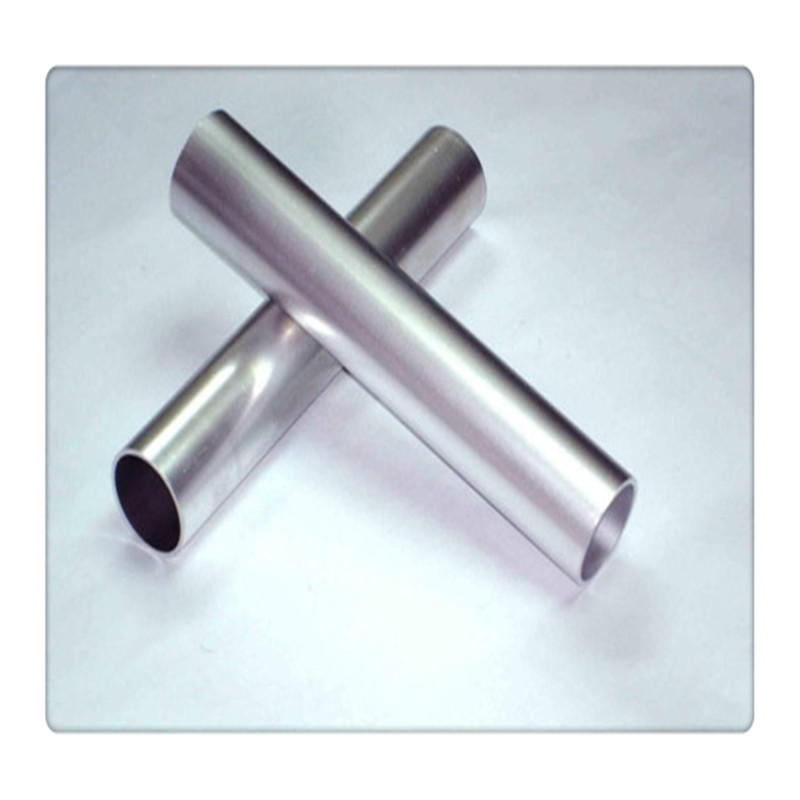
- 類型
圓管,方管,無縫圓管,矩管
- 品牌
齊全
- 型號
齊全
- 可定制
是





有時候由于一些因素的影響,會造成鋁卷形成缺陷,這是什么原因造成的呢常見的5類形成缺陷的原因如下:原材料涂裝中能影響涂裝的因素是涂料和鋁卷,因為涂料的批次之間存在色差,涂料細度不夠而涂覆率不。
輥涂在鋁卷的生產制造中是一道非常關鍵的工序,涂裝的好壞與否,將會影。影響產品的裝飾效果。因此,對于原材料的選購,我們需相當謹慎嚴格。涂裝工藝涂裝工藝流程要嚴格規范,一旦某一環節出現差錯,則會造成鋁卷的缺陷。
因此,要對涂裝輥、提漆輥、計量輥和基材相對線速比率控制在一定的范圍內。要根據不同的體系和涂裝產品的膜厚,對涂料設定一定的粘度范圍,保證涂裝順利進行,促進產品的。涂料的固化工藝,烘箱控制必須按要求控制,不得任意變動,否則將嚴重影響涂裝。
涂裝設備涂裝設備要求運轉平穩,不能有橫、縱向抖動,涂裝輥要求研磨細膩。涂裝機所有輥子橫向跳動,必須控制在允許范圍內,否則將嚴重影響涂層表面。因素要保持涂裝室內部清潔干凈,做到防塵、防蟲和一定的通風性能,保證涂裝表面不受污染。
焊縫比直縫管長,是個一直爭論的話題。今天,我們應全面地、正確地進行評價和比較,重新認識螺旋鋼管焊縫較長的問題。由于缺陷與焊縫相平行,故對螺旋鋼管來說,其焊縫的缺陷為“斜缺陷"。所以,在使用過程中,鋼管軸線方向的當量缺陷長度比直縫管小。另外,管線鋼均為軋制鋼板,沖擊韌性有較大的各向異性,使得螺旋鋼管錯開了管材抗沖擊能力低的方向,使螺旋鋼管焊縫長的劣勢轉變成優勢。另外,螺旋鋼管只要改變成形角度,就可以用同一寬度的帶鋼生產各種口徑的螺旋鋼管;因為焊縫螺旋形均勻分布在整個螺旋鋼管圓周上,所以螺旋鋼管的尺寸精度高,強度也較高。還有,因為是連續彎曲成形,所以螺旋鋼管的定尺長度不受限制,也易于變更尺寸,適合于小批量、多品種螺旋鋼管的生產等,這些原因也使它可以應用于大直徑螺旋鋼管的生產中。
別看紫銅管有著很強的性能,還可以適應不同環境,那么想繼續發揮它的作用,可選擇適當的保養,其實不管是任何產品都是一樣的,如果在使用過程中只看到它的性能,沒有節制的利用它的性能,那么會對它的使用壽命大打折扣。
關于銅管的保養工作重要就是將其表面的銹跡去除掉,如果沒有及時處理,不僅會影響該管道的正常使用,還會加速它的老化速度。很多消費者對它的除銹工作是使用溶劑或者乳劑進行的,其實用鋼絲刷對其進行打磨是 的一種方式。需要注意的是只要打磨有銹跡的部分就可以了。當然如果銅管在使用過程中出現堵塞的現象,及時的疏通也是非常重要的。一般情況下用鐵絲就可以進行疏通,堵塞情況比較嚴重的時候,就要用腐蝕性物質先將堵塞物腐蝕之后,再進行相應的清洗工作。總而言之,對于銅管進行適當的保養是非常重要的,廣大消費者讀完這篇文章之后就可以對自己家里面的銅管進行相應的保養,以達到更好的工作效果。

不銹鋼制品的拋光工藝可以分為打磨和出光兩部分,上道轉入拋光工序的工件進行目測檢驗,如焊縫是否有漏焊,焊穿,焊點深淺不均勻,偏離接縫太遠,局部凹陷,對接不齊,是否有較深劃痕,碰傷,嚴重變形等在本工序無法補救的缺陷,如果有上述缺陷應返回上道工序修整.如果無上述缺陷,進入本拋光工序。粗磨,用600號的砂帶在三面上往返磨削工件,本工序要達到的目標是去掉工件焊接留下的焊點,以及在上步工序出現的碰傷,達到焊口圓角初步成型,水平面和垂直面基本無大劃痕,無碰傷。半精磨,用800號的砂帶按照前面往返磨削工件的方法中磨工件的三面,主要是對前面工序出現的接縫進行修正以及對粗磨后產生的印痕進行進一步的細磨,對前面工序留下的印痕要反復磨削,達到工件表面無劃痕,基本變亮。精磨,用1000號的砂帶主要是對前步工序出現的細小紋線的修正磨削,磨削方法與上同.本工序要達到的目標是磨削部分與工件未磨削部分的接縫基本消失,工件表面進一步光亮,通過本工序磨削后的工件要基本接近鏡面效果。

